Режущим металл токарным станком – ТВ-7 оснащены помещения, оборудованные для занятий по трудовому обучению средних общеобразовательных школ страны, профессиональных, технических училищ и колледжей.
Его прямое назначение заключается в квалифицированном обучении будущих кадров производственных предприятий рабочей профессии – токарь.

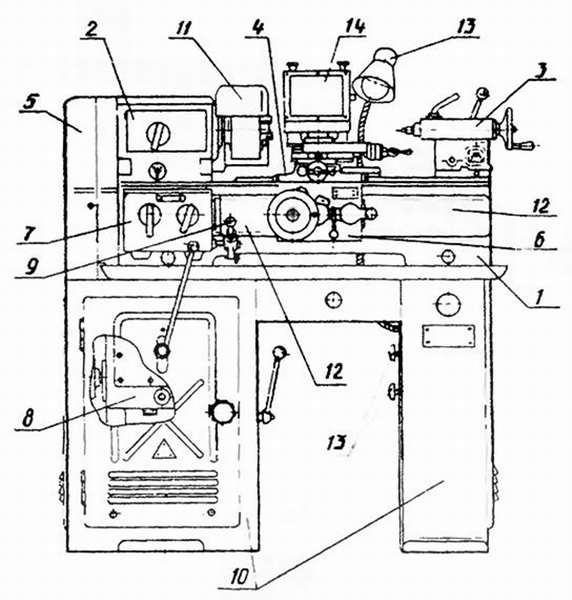
Составные части
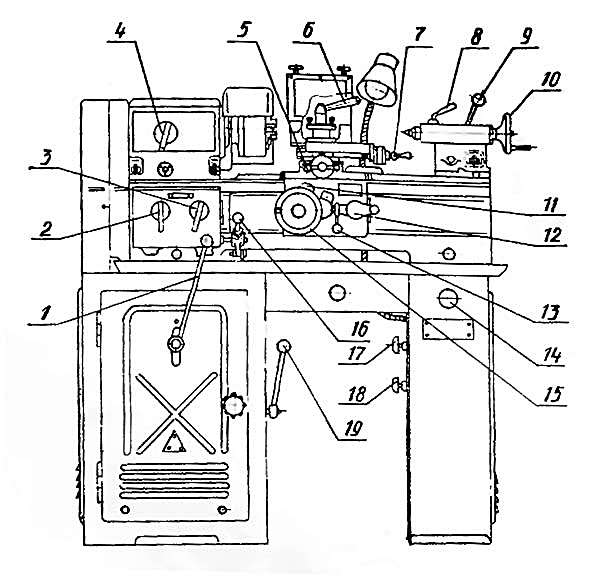
Органы управления
Технические характеристики
Новое приспособление было получено в результате модернизации станка ТВ-6.Оно отличается от предыдущего наличием коробки скоростей, вала, служащего для передачи усилия от электродвигателя к обрабатываемой детали. Устройство позволяет осуществить выверку соосности детали с ее осью вращения.
Описание главных отличительных признаков:
- классификация по точности изготовления резьбы – «Н»,
- масса – 40 кг,
- размеры – 105х53,5 см и 105х120 см,
- расстояние от станины до центральной части – 120 мм,
- протяженность закрепленной в центральной части точке болванки – 330 мм, то же в патроне – 310 мм,
- расстояние проточки болванки – 300 мм,
- длина передвижения салазок резца – 85 мм,
- хорда просвета главного вала, проходящего через внутреннюю часть детали – 18 мм,
- величина периода вращения детали вокруг оси – 8,
- степень повторений кручения головки главного вала – 60-1000 об/мин,
- поперечник болванки, которая закреплена над корпусом приспособления – 220 мм, резцедержателем – 100 мм,
- высота приспособления, удерживающего резец – 16х16 мм,
- расстояние передвижки резцедержателя – 260 мм,
- продольное и поперечное перестановка резцедержателя соответственного разбивки лимба – 0,025 мм,
- величина периода подвода резцедержателя – 8,
- угол разворота салазок, где установлен резец +/- 450.

На оборудовании установлены элементы, предохраняющие от нанесения вреда стружкой – щиток, прозрачный экран.
Первый установлен над патроном, а второй – на суппорте. Он опущен над зоной, в которой обрабатывается деталь.
Виды работ, производимых на станке
На станке ТВ-7, 7м производится:
- нарезка чередующихся выступов и впадин на поверхности деталей, расположенных по винтовой линии,
- полное отделение некой части заготовки по незамкнутому контуру,
- расширение просветов в крупных и мелких предметах из металла с предварительными формами сообразно заданным размерам,
- протачивание поверхностей с целью придания формы конуса, цилиндра,
- сверление сквозных либо глухих цилиндрических отверстий,
- подрезка торцовых частей будущих деталей.
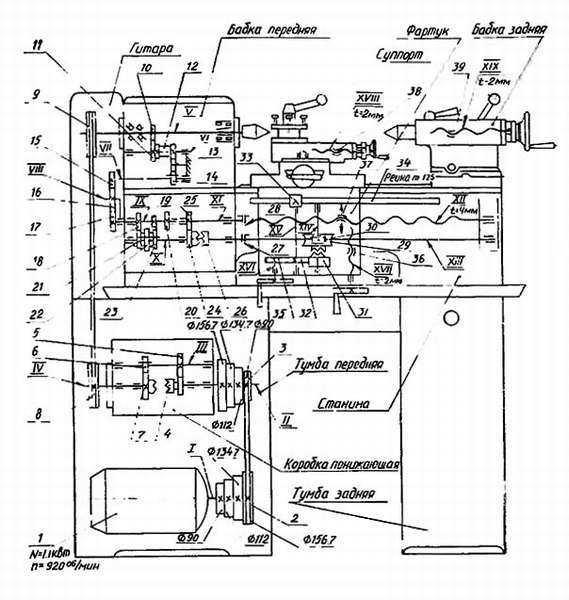
Конструктивные особенности
Токарно-винторезный станок ТВ-7 применяют в учебном процессе с целью закрепления теоретического материала по технологии холодной обработки изделий из металла на практике. Он оснащен шпиндельным узлом, передаточным механизмом и коробкой подач.
Конструкция собрана из деталей:
- станины, обеспечивающей двухстороннее расположение подвижных частей и элементов и их крепление,
- две опорные тумбы,
- бабок, установленных спереди и сзади,
- суппорта.
Требуемый класс точности изготовления деталей достигается за счет действия шпинделя. Он установлен на двух опорах с радиально-упорными подшипниками, обеспечивающими его свободное вращение и точность изготовления детали.
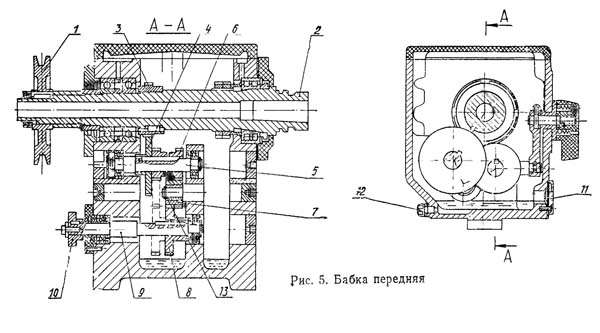
Станина и передняя бабка
Главным узлом машины является станина, закрепленная на двух тумбах с целью придания большей устойчивости. Для ее изготовления применяется чугун. Она имеет четыре элемента плоского и призматического очертания, которые обеспечивают передвижение.

Бабка приводится в движение передней направляющей, имеющей плоскую форму и задней с призматической формой. Для приведения в движение суппорта используется задняя с плоским очертанием и передняя призматической формы.
Бабка расположена на левой стороне корпуса приспособления. На ней закреплен шпиндель патрона, поддерживающий изделие в нужном положении и регулирующий требуемую частоту вращения. Оно производится двумя ремнями шкива коробки скоростей.
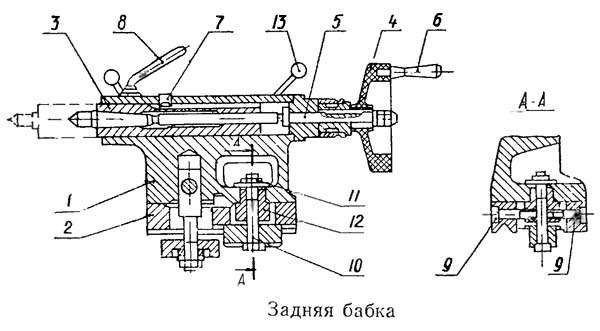
Суппорт и задняя бабка
На суппорте установлен держатель, который изменяет положения рабочих резцов относительно обрабатываемой детали. Он перемещается вручную в продольном и поперечном направлении. Резцедержатель поворачивается рукояткой в стороны на 40⁰, после чего вновь фиксируется.
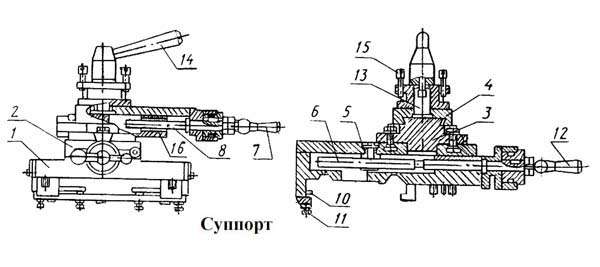
На нем закреплен фартук, обеспечивающий механическую подачу резца с помощью рабочего вала либо винта.
Она включится, если подсоединить:
- разъемную гайку к подвижному винту,
- распределительное механическое зажимное устройство к валу.
Люфты направляющих, которые возникают при совершении рабочих операции устраняются при помощи клиньев и планок. Их регулировка предоставляет возможность исключить вибрацию подлежащих обработке деталей.
Фиксация обрабатываемых деталей осуществляется задней бабкой, в которой установлены патроны. Основное их назначение заключается в производстве операций сверления, развертывания. Обязательным условием является совпадение пиноли и оси шпинделя.
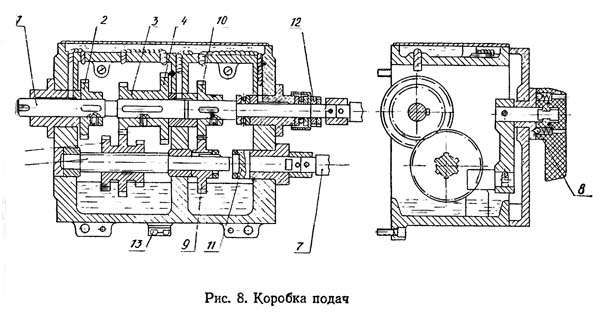
Коробка подач
Основная функция коробки подач заключается в изменении скорости перемещения фартука. С его помощью производится механическая и ручная продольная подача суппорта. Управление осуществляется рукояткой, которая имеет 3 фиксированных положения.
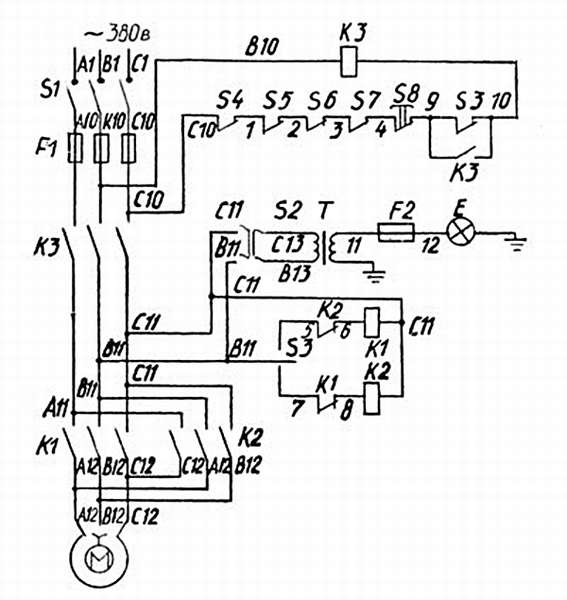
Электрооборудование
Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе, расположенной с левой стороны. Их валы оснащены 4 шкивами, которые имеют разный диаметр. Они располагаются в порядке возрастания от меньшего к большему – у двигателя, и наоборот у корпуса коробки.
Электрооборудование состоит из:
- асинхронного двигателя мощностью 1,1 квт, который смонтирован в левой трубе,
- щитка, установленного в тумбе с правой стороны. На нем смонтированы – переключатель, пускатель, предохранитель и аварийный выключатель,
- кулачкового переключателя, расположенного в задней части станины,
- кнопки включения в сеть и устройства освещения, установленные на боковой части.
Кинематическая схема
Электрическая схема
Аналоги
Аналогом станка ТВ-7 является его усовершенствованная модель – ТВ-7м, изготовленная вышеназванным заводом в настольном варианте.

Отличительные признаки:
- основные размеры модели – 1120х640 мм, 1120х680 мм,
- производительность электрического двигателя – 750 Вт,
- предельное расстояние передвижки пиноли бабки, расположенной сзади – 65 мм,
- диаметр изготавливаемых деталей при их закреплении над корпусом приспособления – 220 мм. То же над суппортом – 100 мм,
- длина обрабатываемого элемента, установленного в центральной части – 275 мм,
- длина обработки детали, установленной в патроне – 250 мм,
- высота приспособления, служащего держателем для резца – 16х16 мм,
- предельная масса подлежащих обработке деталей – 5 кг,
- диаметр просвета головки шпинделя – 18 мм,
- число ступеней вращения обрабатываемой детали вокруг оси главного вала – 6.

С целью упрощения конструкции на станке ТВ-7м установлено несколько пар шестеренок, имеющих разные передаточные числа. Они совместно с валами преобразуют величину крутящего момента до заданного параметра.
На нем выполняются рабочие операции:
- расточка и проточка поверхностей различной формы,
- отрезание, сверление, торцевание деталей,
- подрезание, нарезание внешней и внутренней резьбы,
- шлифование изготовленных деталей.
Уход за станком
Станки ТВ-7, ТВ-7м необходимо регулярно осматривать до производства функциональных обязанностей, прибирать металлическую стружку с определяющих направление передвижки деталей, установленных на корпусе и суппорте. Они смазываются маслом по окончанию работ. Точность изготовленных деталей и период эксплуатации станков обуславливаются уходом за ними.
Все подвижно соединенные части и приспособления подлежат своевременной смазке. Процедура осуществляется за счет погруженной в масло шестерни, которая переносит капли на другие элементы. Данной процедуре подвергаются коробка скоростей и подач.
Наблюдение за ней осуществляется через глазок, расположенный на передней бабке. Слив масла осуществляется с задней стороны.

Техника безопасности
Основные правила эксплуатации:
- выдача допуска к работе исключительно при наличии специальной одежде,
- установка оборудования на жестком фундаменте,
- устройство заземления соответственно предъявляемым требованиям,
- проверка исправности подвижных частей, резца, наличия защитных ограждений,
- использование в качестве подставки деревянной решетки,
- закрепление надлежащим образом подлежащей обработке детали,
- применение резцов с правильной заточкой,
- проверка фиксации задней бабки вслед за установкой детали в центральной части,
- своевременное удаление металлической стружки.
 (Пока оценок нет)
(Пока оценок нет)




