Токарно-винторезный станок 1К625 был создан конструкторским бюро Московского станкостроительного завода на основе станка 1К62. Причиной этого стала потребность машиностроительной отрасли в среднем токарном оборудовании, способном обрабатывать более длинных заготовок.
По сравнению с базовой моделью все варианты 1К625 имеют увеличенные на треть межосевые размеры и на четверть — предельные диаметры обработки. Оба станка выпускались со второй половины пятидесятых по начало семидесятых годов и были заменены в производственной линейке семейством 16К20. 1К625 производился в трех типоразмерах и в зависимости от оснащения имеет несколько модификаций.
Технические характеристики
Размерная линейка 1К625 включает в себя три типа станков с длинами по межцентровой оси от 1000 до 2000 мм: Помимо обточки и расточки, обработки вращающимся инструментом и четырех типов резьбонарезания, станок может выполнять нарезку архимедовой спирали. Основные технические характеристики токарно-винторезного станка 1К625 следующие (все размеры в мм):
- высота обработки над направляющими — 250,
- высота обработки над кареткой — 130,
- предельная длина заготовки — до 2000,
- предельная длина обточки — до 1920,
- предельный диаметр обточки прутка — 45,
- максимальная скорость шпинделя — 2000 об/мин,
- мощность главного двигателя — 10 кВт.
По заявке заказчика на станке мог комплектоваться конусной линейкой, а также гидрокопировальным суппортом (взамен стандартного). Кроме этого, выпускались 1К625 с индексом «Г», у которых была сделана выемка в левой части станины для увеличения диаметра обточки деталей дискового типа.

Паспорт на станок
«Технический и эксплуатационный паспорт» каждого токарно-винторезного станка 1К625 содержит подробное изложение всех технических характеристик отгружаемого заказчику экземпляра, в том числе:
- параметры приводов и муфт трения,
- спецификации шестерен, червячных колес, винтов и гаек,
- перечень и описание ручек управления,
- таблицы машинного времени и производительности станка при выполнении типовых операций,
- фактические характеристики точности и жесткости,
- перечень дополнений и изменений,
- спецификация к схеме смазки,
- спецификация к принципиальной электросхеме,
- перечень и описание подшипников.
Заключительной частью «Паспорта» является четырехстраничный «Акт технического испытания и приемки станка», в конце которого приводятся результаты испытаний, подтверждаемые подписями начальника цеха и начальника ОТК. В Приложении N1 перечислены принадлежности и приспособления, поставляемые вместе со станком, а Приложение N2 содержит перечень и чертежи быстроизнашивающихся деталей.
Габаритные размеры рабочего пространства
Размерные ограничения при обработке изделия на токарном станке зависят от его геометрических характеристик, главные из которых — это величина межцентрового расстояния, а также ее высота над нижней поверхностью суппорта и направляющими (у станков с выемкой — над ее нижней плоскостью). 1К625 производился в трех вариантах межцентрового расстояния со следующими предельными ограничениями по длине точения: 930, 1330, 1920 мм, а максимальная высота обработки над направляющими и нижней поверхностью суппорта для всех трех вариантов составляет, соответственно: 250 и 130 мм.
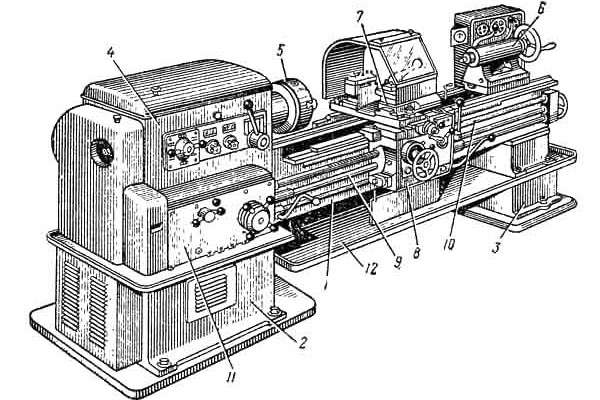
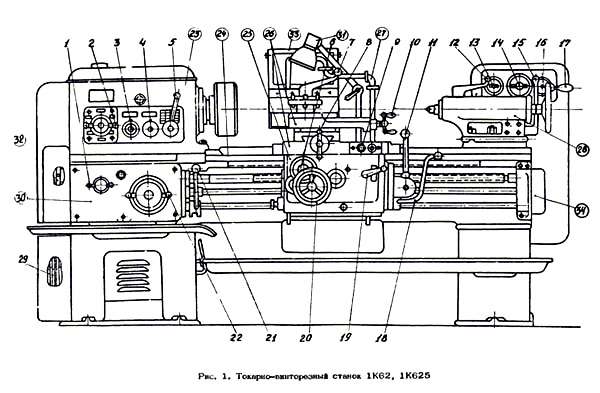
Расположение и спецификация составных частей
Токарно-винторезный станок 1К625 является одним из представителей класса универсального токарного оборудования и поэтому у него достаточно традиционные состав и размещение узлов и агрегатов. Базовым конструктивом станка является литая пустотелая станина, смонтированная на двух (у самого длинного варианта — на трех) массивных тумбах. На ее верхней поверхности расположены четыре направляющие: две прямоугольные и две трапецеидальные.
Помимо станины, главными функциональными компонентами станка 1К625 являются:
- Передняя бабка. Расположена на левой стороне станины. В ней смонтирован шпиндельный узел и редуктор переключения скоростей вращения.
- Задняя бабка. Размещена на правом конце направляющих. Ее главное назначение — подпор длинных заготовок и крепление вращательного инструмента.
- Суппорт с резцедержателем. Является главным рабочим агрегатом станка, т.к. обеспечивает продольном и поперечное движение режущего инструмента. Перемещается по направляющим между бабками.
- Люнеты. Крепятся на направляющих. Служат промежуточной опорой при точении длинных заготовок.
Вращение к шпинделю от главного двигателя передается через коробку скоростей, а к суппорту — от фартука, соединенного ходовым винтом и ходовым валом с коробкой подач.
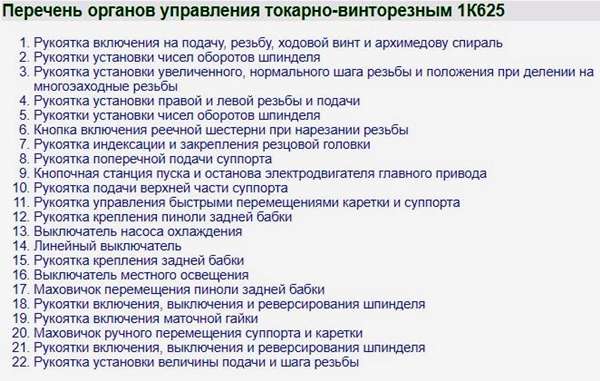
Перечень и расположение органов управления
Главные органы управления шпинделем находятся на передней бабки, а органы управления быстрыми ходами и рабочими подачами — на фартуке и суппорте. На лицевой части передней бабки размещены в ряд следующие ручки и рычаги:
- выбора числа оборотов шпинделя,
- установки параметров резьбы,
- направления резьбы и подачи,
- переключения скорости шпинделя.
Под ними располагается коробка подач, на которой находятся две ручки: выбора и включения линейных и резьбовых подач.
Основные органы управления на фартуке — это штурвал ручного хода, кнопочная станция, и рычаг быстрого хода. На суппорте находятся ручки продольной и поперечной подач, а также рычаг позиционирования и фиксации держателя резца.
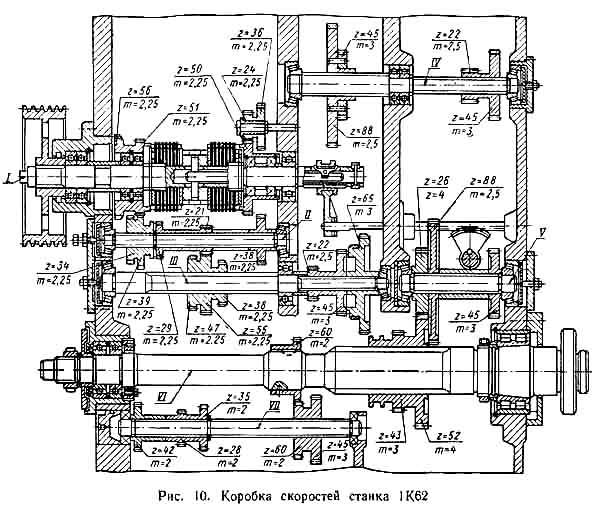
Передняя бабка
В передней бабке станка 1К625 располагается шпиндельный узел с коробкой скоростей. Движение к ней поступает от главного двигателя посредством приводного шкива и дальше через систему шестеренчатых передач распределяется на шпиндель и расположенную ниже коробку подач. На левом конце шпинделя крепится зажимной патрон, посредством которого вращается обрабатываемая заготовка.
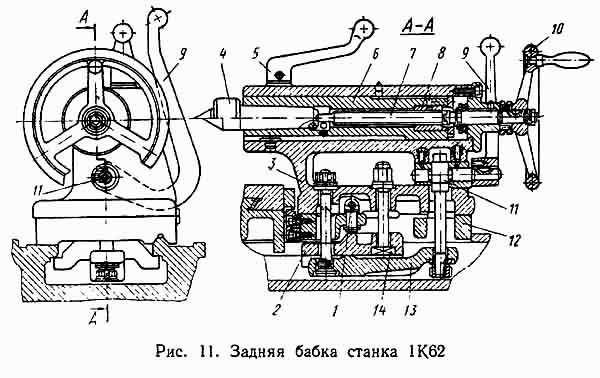
Задняя бабка
Задняя бабка станка 1К625 применяется для подпора длинных деталей и крепления вращательного инструмента. Она может передвигаться вручную в сторону шпинделя и обратно, а также сдвигаться поперек продольной оси. Последнее используются конусном точении длинных заготовок. Главный компонент задней бабки — выдвигаемая посредством ручного маховичка пиноль с конусом для установки центров и вращательного инструмента. Задняя бабка фиксируется на направляющих вручную болтом и башмаком.
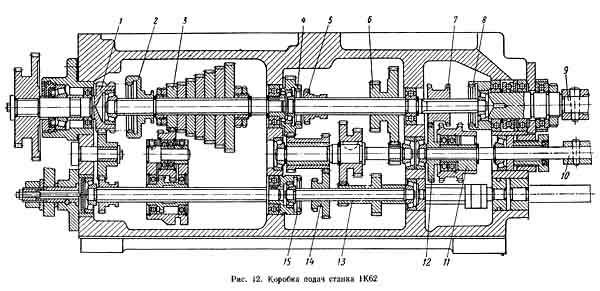
Коробка подач
Коробка подач смонтирована в выемке станины, которая находится ниже передней бабкой. Вращение к ней поступает через систему заменяемых зубчатых колес от коробки скоростей. Затем движение поступает посредством ходового винта и ходового вала к фартуку. Далее оно шестеренчатым механизмом фартука передается на суппорт.
Редуктор коробки подач обеспечивает все типы резьбовых и линейных подач, предусмотренных государственным стандартом. С помощью ручек управления, которые находятся на ее передней крышке, можно выбирать вид вращения (линейное или резьбовое) и устанавливать значение подач и шага резьбы.
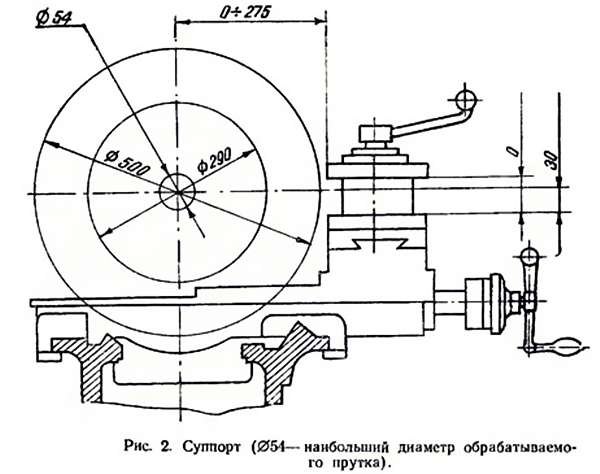
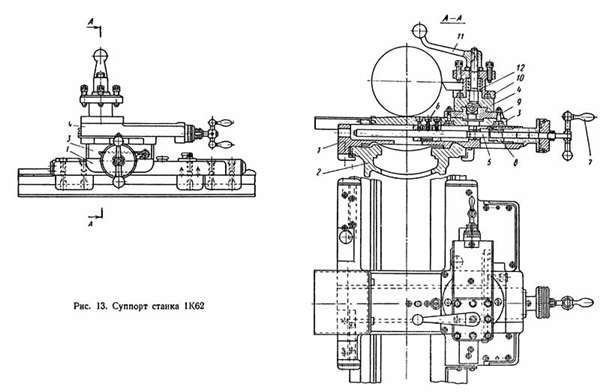
Суппорт токарно-винторезного станка 1К625
Суппорт токарного станка 1К625 представляет собой традиционную крестовую конструкцию с продольными и поперечными перемещениями. Главным его отличием от суппортов предшественников семейства 1К62 является наличие отдельного электродвигателя для выполнения быстрых ходов, что значительно сокращает время вспомогательных переходов и, как следствие, ускоряет время обработки изделия.
Поворотная часть суппорта с четырехпозиционным резцедержателем может вращаться в обе стороны от центра на углы – 65 ÷+45°. По заявке заказчиков токарный станок 1К65 поставлялся с копировальным гидросуппортом, который устанавливался на место стандартного. С помощью этого устройства можно было выполнять копировальную обработку по различным контурам с использованием фигурных шаблонов.
Электрооборудование
За долгие годы выпуска электрическая схема станка 1К625 практически не изменилась. Но поскольку он производился на протяжении почти двух десятков лет, элементная база у станков разных годов может значительно отличаться. Электрооборудование станка имеет два варианта исполнения: нормальное и тропическое.
Электропитание станка производится от следующих источников переменного тока:
- силовые цепи — 3 х 380 В (по заказу – 220 В),
- аппаратура контроля и управления — 110 В,
- осветительные приборы — 24 или 36 В.
На токарном станке 1К625 присутствует три вида защиты электрооборудования:
- плавкие вставки (от токов короткого замыкания),
- тепловые реле (от перегрузок электродвигателей),
- пускатели с нулевой защитой (от падения напряжения).
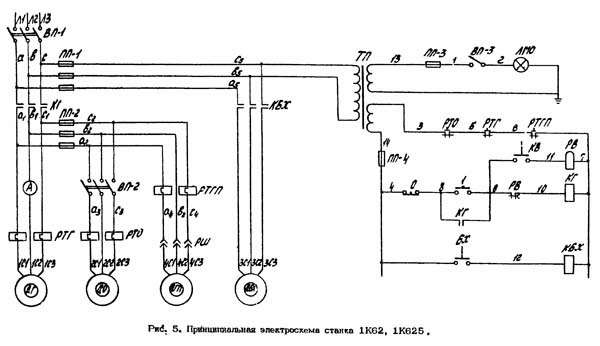
На станке находятся четыре электродвигателя: главный, быстрого перемещения, насоса гидросуппорта и насоса СОЖ. Вся управляющая и контрольная электроаппаратура смонтирована в электрошкафу, который установлен на справа на задней части станины.
Порядок и периодичность осмотров и технического обслуживания электроаппаратуры 1К625 подробно расписаны в его «Руководстве по уходу и обслуживанию». К примеру, технический осмотр двигателей должен выполняться не реже одного раза в два месяца, при этом необходимо производить очистку двигателей от загрязнений и проверять надежность электрических соединений и заземлений.

Назначение и область применения
Согласно «Руководству по уходу и обслуживанию» токарный станок 1К625 разработан для «чистовых и получистовых … токарных работ» в «мелкосерийном и индивидуальном» производствах. Помимо номенклатуры изделий, характерных оборудования такого типа, технические характеристики и варианты оснащения 1К625 позволяли применять его для следующих видов работ:
- мелкосерийное изготовление деталей со сложным профилем поверхности с использованием гидравлического копировального суппорта,
- обработка длинных заготовок в центрах с использованием люнетов,
- точение длинных пологих конусов с применением конусной линейки,
- нарезание на длинных заготовках спирали архимеда.
Кроме того, по заявке заказчика станок 1К625 мог поставляться с выемкой в станине, что позволяло обрабатывать детали дисковой формы диаметром до 700 мм.
 (Пока оценок нет)
(Пока оценок нет)




