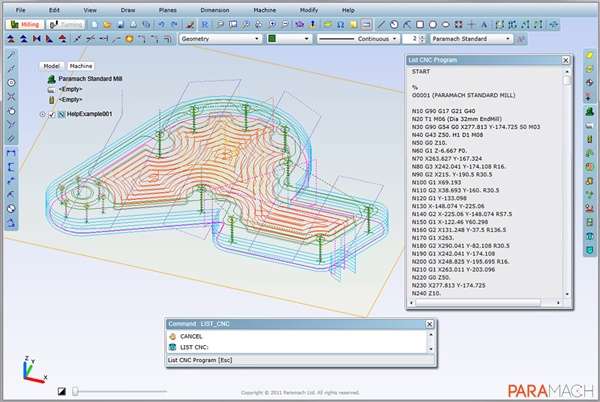
Что такое постпроцессор для ЧПУ? Для чего он предназначен? Главных понятий, которыми мы оперируем, два: управляющей траектории (пути инструмента, определяемого геометрией деталей) и управляющей программы, передающейся на модуль станка (технологические команды представлены на языке программирования и обуславливают перемещения на данном станке).
Под постпроцессором для станка с ЧПУ подразумевается модуль, преобразующий совокупность данных, содержащихся в управляющей траектории, и представляя их в виде управляющей программы.
Зачем нужен этот модуль
Постпроцессоры, по сути, трансляторы, способные преобразовать информацию в другой формат. Воспринимать их в качестве простого конвертора – ошибочный подход. У этих устройств доминирует технологическая логика, предусматривающая многие специальные функции.
Программный модуль, работая над созданием управляющей программы для станка, учитывает и кинематику. Это понятие обобщает различные движения: вращательное, прямолинейное поступательное и перемещения стола вдоль оси шпинделя.
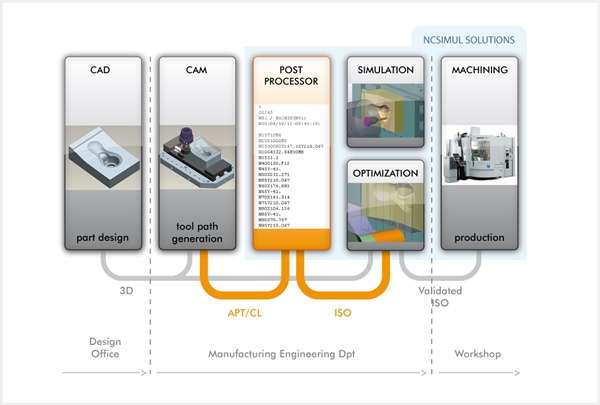
Обработка деталей на станке предусматривает координатные перемещения. Они передаются, соответственно технологическим командам, посредством языка программирования. Технологи-программисты, создавая программный модуль, используют CAM-систему. В сгенерированном нею файле содержатся данные про инструменты, траектории их движения, режимы резки и многие другие параметры. После их анализа программным модулем, формируется управляющая программа для определенного станочного парка.
Разновидности программных модулей
Различают два типа постпроцессоров:
- Внешний, у которого в качестве входящего – промежуточный файл, содержащий данные об инструменте – CL-DATA. Его генерирует CAM-система и он способен контактировать только с ней. Модуль – автономен и имеет ещё одно название – «обобщенный постпроцессор», акцент – на том, что он независим от CAM-систем. Стандартный формат CL-DATA имеет поддержку со стороны многих систем.
Достоинство внешнего постпроцессора в том, что его единожды надо настроить для конкретного станка и он для разных систем один. Поэтому он имеет невысокую стоимость. Есть и недостаток – возникают проблемы во время перенастройки. Порой такой модуль приходит к заказчику в закрытом виде и его редактирование невозможно. Но и приходящие в открытом имеют для настройки не очень большие возможности. Особенно усложнена его настройка в случае, когда речь идёт о 5-осевых станках и больших обрабатывающих центрах.
- У встроенного – запуск через CAM-систему, непосредственно через ее формат идет обработка данных управляющей траектории. Отсюда и название «Родной». Этот тип постпроцессора работает без файла CL-DATA, так как всю необходимую информацию считывает из CAM-системы. Любой современный станок нуждается в программируемом модуле для «родной» ему системы. На заводах, которые применяют эту технику, высокая потребность в специалистах, способных написать постпроцессор для новых моделей.
Главное преимущество встроенного постпроцессора – ему доступны многие важные параметры и переменные (в случае с вариантом внешнего постпроцессора, к ним нет доступа). Вводится совокупность данных про инструменты или операции предстоящей обработки.
Имея информацию про номер патрона, материал фрезы, для модуля несложно различать технологические операции, выполняя движения по подводу и отводу инструмента, врезанию в толщу материала. В случае необходимости, он способен пользоваться корпоративной базой данных и системой PDM, чтобы их применять в ходе технологического процесса, генерируя множество сложных программ по обработке – с числом операций, превышающим 20.
Используя настройку станка
Чтобы было удобно настроить постпроцессор на конкретный станок, он условно разделен на составные:
- Постпроцессирующий модуль – с запуском при старте исполняемого файла, он загружает данные, вносимые в состав управляющей траектории, получив их через CAM-систему.
- В шаблоне постпроцессора содержится инструкция для модуля, генерирующего управляющие программы. Он, по сути, настройка для данного станка, оперируя текстовыми файлами, доступными для редактирования, для этого используют текстовый редактор.
Очень сложная структура шаблона, побуждает при его разработке пользоваться специальным редактором (генератор постпроцессоров), что несколько облегчает и ускоряет работу. Задача разработчиков – выбрать тип станка, ввести опции и нужные параметры, и с их помощью сгенерировать модуль. Таким образом, можно создать новый и модифицировать старый постпроцессор.
Иногда выполняют компиляцию, чтобы защитить его от редактирования, зачастую производится лицензирование модуля. Спецредактор служит для реализации других функций, ускоряющих разработку программного модуля.
ВАЖНО! Постпроцессоры в составе CAM-систем – важная и неотъемлемая часть. Без них они теряют всякий смысл.
Советы для работающих в этом направлении
Написание постпроцессоров для разных станков с числовым программным управлением, особой сложности не представляет. Некоторые советы для тех, кто работает в этом направлении:
- Если я пишу постпроцессор, значит, составляю программу, кодирующую путь, по которому движется инструмент, в понятный для ЧПУ формат.
- Научиться их писать для ArtCAM (программное обеспечение процесса изготовления объемных рельефов) – доступно.
- Существует мануал для их написания, когда берут модуль от станка, подобного данному, и подгоняют его под свои нужды. Каждый, кто писал их таким образом, представляет, что это такое. Генерируется управляющая программа, в которой предусмотрены все операции технологического процесса.
- Наличие обширной библиотеки готовых постпроцессоров для разных типов обрабатывающего оборудования, позволит специалисту настроиться на любую систему ЧПУ.
ВАЖНО! Нельзя создать постпроцессор, который идеально подойдет к двум одинаковым станкам на разных предприятиях. Но перенастроить его, учитывая технологические особенности, реально.

Для старых систем есть выход
Общепризнанно, что многие из управляющих программ – написанное, благодаря использованию CAM систем, и это весьма удобно. Снижаются затраты времени на их разработку, детали обрабатываются с высокой точностью методом высокоскоростного фрезерования на современных станках.
А что делать, если в техническом парке эксплуатируются станки лишь старых моделей? Их используют для работы с простыми деталями, тогда как на новом оборудовании выпускают с высокой точностью детали большей сложности.
В подобных случаях есть единственно правильный выход – прибегнуть к созданию собственного программного модуля.
На сегодня известно несколько способов создания постпроцессора:
- когда его пишут индивидуально, под определенное оборудование, прибегая к использованию специального языка программирования. Длительный и недешевый процесс, не отличающийся гибкостью, он неприемлем,
- обобщенный– при котором, обобщают стойки ЧПУ одного типа, можно вносить в модуль незначительные коррективы. Малоэффективен,
- метод генератора для создания алгоритма посредством анализа записей, поступивших из CAM модуля. Это – основа для написания постпроцессора. Информацию о положении инструментов затем преобразуют в коды.
На специализированных сайтах сейчас создано солидную по объёму библиотеку готовых постпроцессоров. Используя их как шаблоны, можно приступать к написанию новых.
Ориентир – на Техкарту
Разделы в постпроцессоре – разного функционала: Program code, с указанием используемых кодов, Controller format, определяющий форматы контроллеров и Machine format – отвечающий за кинематику станка. Всё это, в конечном итоге, отображается в Техкарте.
Трех- координатный станок, имеющий старые системы управления, порой не способен одновременно выполнять перемещение по всем трем координатам.
Бывают производственные ситуации, когда необходимо перемещаться вдоль трех координатных осей. Например, инструмент должен сначала углубиться в материал, а затем перемещаться по остальным координатам. В случае ускоренного перемещения, установив удобные правила деления, включают опцию разбиения обрабатываемого участка.
Обратим внимание на круговую интерполяцию, то есть движение инструмента по дуговой траектории. Оказывается, существует 6 способов выведения кода. Часть из них – абсолютные координаты трех векторов. Важно знать длину отрезка, соединяющего центр с началом дуги, оперировать величиной радиуса, и уметь выполнить разбивку на ряд линейных участков.

Модуль Drill Cycle связан с циклами сверления. Две абсолютно одинаковые стойки могут использовать различные варианты параметров и разную их запись. Некоторые из них, приемлемые в случае со старыми системами ЧПУ, в современных не включены. Здесь необходимо редактирование, чтобы параметры были адаптированы для выбранных систем.
Завершение работы с Техкартой, ознаменует соответствие постпроцессора всем требованиям. Останется всю совокупность выводимых данных о станке связать с его кинематикой. В главном меню есть функции дополнительного плана и дублирующие функционал Техкарты. Они включают:
- ограничение размера (в килобайтах) для выведения управляющей программы это особенно важно для ЧПУ старых моделей,
- формирование окон для диалога и необходимых таблиц справочного характера,
- составление всевозможных видов отчета,
- установка ограничивающих кадр символов,
- определение точек соприкосновения инструмента и детали.
Заключение
У опытного программиста-технолога на качественную разработку постпроцессора – программного модуля, преобразующего данные в управляющую программу, уходит половина дня или чуть больше. Менее опытный человек потратит на это два или три рабочих дня. Ведь учитывается материал, вид работы, каждая координатная ось, вдоль которой движется рабочий стол станка.
Если оборудование в ближайшее время заменять не собираются, написание постпроцессора для него окупит себя. В выигрыше будет самое главное – экономия времени. Станок, имеющий числовое и программное управление, используя один постпроцессор, будет работать с CAM системами разного типа.
 (1 оценок, среднее: 5,00 из 5)
(1 оценок, среднее: 5,00 из 5)




