Компоновка токарно-винторезных станков остаётся практически одинаковой, вне зависимости от модели. Такие приспособления активно применяются в школьных мастерских, когда надо научить основам обработки того или иного материала. Главное – заранее рассмотреть конструктивные особенности, которыми обладает тот или иной механизм.
Общее описание универсального токарно-винторезного станка
Для любого из промышленных предприятий металлообрабатывающие станки – один из ключевых узлов для производственного процесса. Через токарные станки проходят до 50% деталей из дерева и металла, реализуемые на рынке. В обработке заготовок кроется главное назначение оборудования. Одна единица подобной техники имеет цену от 30 тысяч до 9 миллионов рублей.

Стоимость приборов формируется на основе нескольких показателей:
- Функциональные возможности.
- Технические характеристики.
- Габариты.
Что касается функциональных возможностей, то их у современных моделей достаточно много, ни одна не нарешает принцип работы:
- Создание дюймовой резьбы.
- Модульная резьба.
- Метрическая резьба.
- Выточка конусов.
- Отделка токарного типа для цветных и чёрных металлов.

Назначение станков позволяет выделять специализированные и универсальные модели, на последних выполняют такие операции:
- Развёртывание отверстий.
- Обрезка.
- Шлифование.
- Обработка торцов, конусов и цилиндров внутри, снаружи.
Шпиндель на универсальных моделях расположен горизонтально, либо вертикально.
У специализированных станков задачи стоят более конкретные, связанные с обработкой тех или иных деталей:
- Муфты.
- Трубы.
- Прокатные валки.
- Валы с гладкими поверхностями, в форме ступеней.

Назначение и классификация токарно-винторезных станков
Цветные, чёрные металлы – основы деталей, обрабатываемых станками. Нарезание резьбы, точение конусов – дополнительная сфера применения приборов. Функциональность станка расширяется, если приобретать его в комплекте с дополнительными устройствами. Благодаря этому владельцу будет доступно фрезерование, радиальное сверление, шлифовка и так далее.
В частных мастерских такое оборудование встречается редко, причина – серьёзные вес и габариты. За исключением обработки деталей транспортных средств на станциях СТО. Описание сфер применения выглядит не таким уж длинным:
- Производство мелких серий продукции.
- Единичный выпуск товаров.
Приобретение станков не исключается и при условии массового производства.
Следующие характеристики легли в основу классификации, разделения на несколько видов:
- Диаметр для деталей, максимум ограничений.
- Наибольшая длина.
- Общая масса оборудования.
Расстояние от одного центра у станка до другого влияет на длину деталей, которые допускают к обработке. От 100 до 4000 мм – предполагаемый диаметр. Вес позволяет разделить станки на тяжёлые, модели до 4 тонн, и до 15 тонн.
Модели настольного крепления в большинстве ситуаций – лёгкие, универсального назначения. Оптимальный вариант для бытовых условий, предприятий небольшого масштаба.
Технические характеристики станков
Применение токарно-винторезным станкам давно нашли не только в промышленности, но и в бытовых условиях. Существуют различные модификации у этого оборудования, отличия – в рабочей части:
- Когда обрабатываемые поверхности могут иметь максимум диаметра в пределах 8,5 см – 0,5 м.
- Для работы с заготовками, длина которых составит 12,5 см – 2,4 метра.
- Стационарные тяжёлые.
- Напольные.
Шпиндель, вращающийся вместе с заготовкой, относится к основным узлам для таких установок. Режущий инструмент движется по отношению к заготовке, вдоль или поперёк. Шпиндель отличается определённой мощностью, влияющей на производительность устройства. Чем выше этот параметр – тем с большей результативностью снимается стружка с поверхности. Благодаря этому потом можно обрабатывать детали с большей массивностью.
Изготовление показывает разную точность, что способствует разделению станков на:
- Особо точные.
- Особо высокоточные.
- Высокоточные.
- Нормальной точности.
- Повышенной точности.
Агрегат обладает техническими характеристиками, по которым легко понять, готов ли аппарат к эксплуатации. Такие параметры становятся важными в случае с токарным оборудованием:
- Для шпинделя – обороты, совершаемые в минуту.
- Максимум длины у деталей во время обработки.
- Расстояние от одного центра оборудования до другого.
- Какой диаметр максимальный для заготовок в обработке?

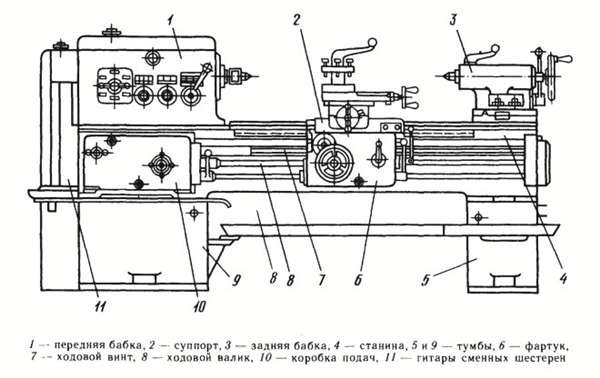
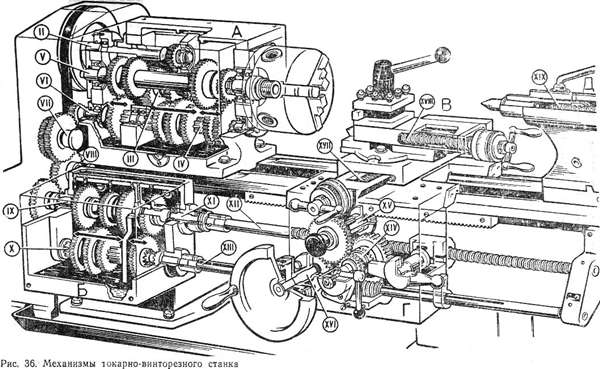
Основные конструктивные элементы
Универсальное назначение предполагает использование таких узлов:
- Коробку подач.
- Суппорт.
- Шпиндель.
- Спереди и сзади есть так называемые бабки.
- Станину.
Стоит рассмотреть более детально все узлы, составляющие агрегат.
Станина
В число базовых компонентов включают станину, выступающей основой для движения суппорта, задней бабки. Станина – опорная часть для обеих бабок. У самой станины есть определённые детали, включающие две балки из стали. Соединение между деталями обеспечивается поперечными рёбрами жёсткости. У каждой из балок – соединение к двум направляющим.
- С каждой из сторон направляющие относятся к призматической группе.
- Направляющая плоской формы внутри находится с левой стороны.
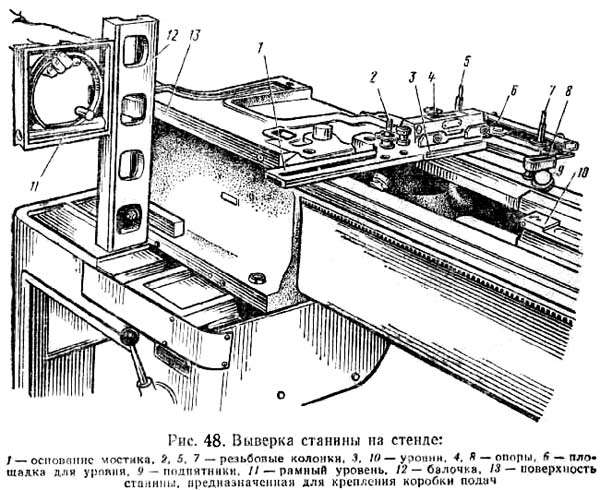
У станины есть левая и правая сторона, на первой фиксируют переднюю бабку. Справа находится задняя разновидность детали. Регулировка проще при движениях вдоль станины. Точность обработки деталей обеспечивают, если направляющие сохраняют параллельное положение друг по отношению к другу.
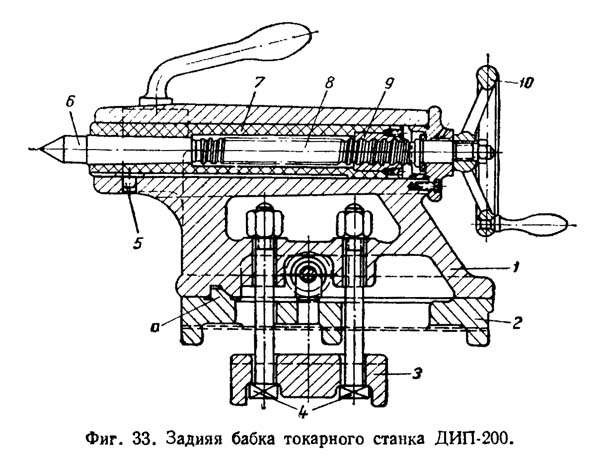
Передняя и задняя бабка
Фиксировать заготовку в обработке, передавать на неё вращение, чьим источником выступает электрический двигатель – основное назначение у передней бабки. Одна часть конструкции принимает вращение от другой благодаря шпинделю, находящемуся внутри корпусной части бабки. Рукоятки регулировки скорости монтируют на корпусе снаружи.
Шпиндельные частоты вращения регулируются без проблем.
Деталь справа опирается на бабку сзади. Можно использовать различные вспомогательные инструменты для установки в станок:
- Развёртки.
- Метчики.
- Свёрла, и так далее.
Центры у бабок могут вращаться, либо быть обычными.
При скоростном нарезании у современных станков предпочтение отдают вращающимся центрам. В случае с тяжёлой работой предпочтительнее стандартный вариант.
На станине монтируют специальную опорную плиту. Это место крепления корпусов бабок, вне зависимости от того, какая группа инструментов используется. У конструкции есть передний конец, где монтируют посадочное гнездо – здесь устанавливают центр, инструмент для работы. Проведение регулировки предполагает использование оси и поперёк корпуса бабки. Благодаря этому время обработки даже пологих корпусов становится минимальным.
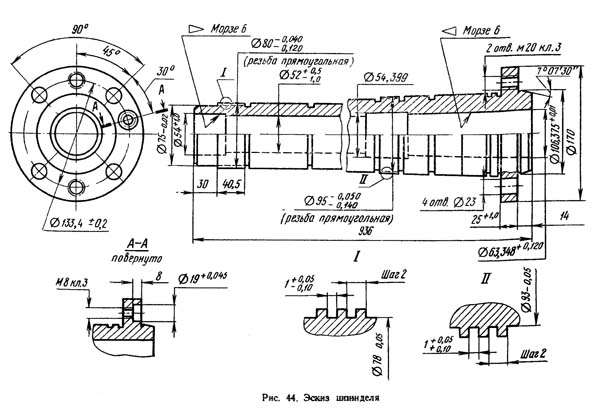
Шпиндель
В любом токарно-винторезном станке шпиндели относятся к главным деталям. Такое название получила разновидность полого сварного вала. Коническое отверстие располагается на торце этой части конструкции. Такая полость у шпинделя понадобится, чтобы установить пруток, который помогает потом выбивать центр из посадочного места при необходимости.
Монтаж на подшипниках скольжения характерен для станков стандартных моделей. Но подшипники качения отличаются повышенной жёсткостью, поэтому их чаще устанавливают в оборудование, для которого важна скорость.
Устройство способно нормально функционировать, только если во время вращения шпинделя нет люфта. Иначе колебания передаются самой детали, из-за чего точность обработки снижается. Сохранит ли узел выносливость в ходе эксплуатации – зависит от качества исполнения подшипников, надёжности узлов.
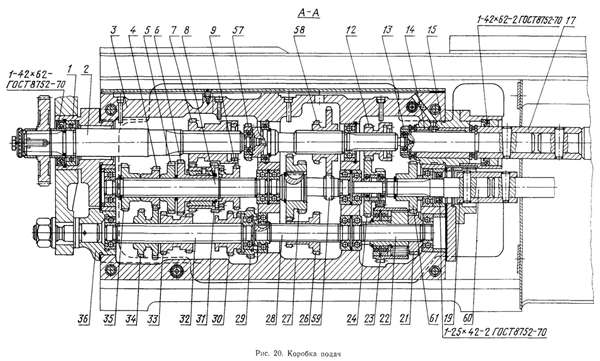
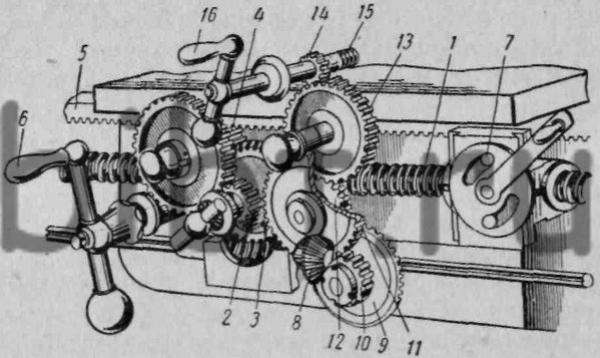
Коробка подач
У коробки подач несколько основных узлов:
- Две гитары.
- Трензель.
- Ходовой вал.
- Ходовой винт.
Гитара нужна для получения хода с необходимой частотой, трензель – регулирует направление подачи. Есть специальный фартук, внутри которого расположены специальные механизмы. При их движении рабочий инструмент начинает последовательно перемещаться. Энергию при вращении передаёт ходовой вал. Некоторые модели станков снабжаются упрощёнными реверсными механизмами, а не стандартными коробками подач. При таких обстоятельствах корректировке подвергают направление, куда движется ходовой вал.
Строение суппорта
Предназначение суппорта – корректировка положения у резцедержателей, отвечающих за фиксацию рабочего инструмента. Работают в трёх плоскостях – поперёк и вдоль, с определённым углом наклона. У суппортов по сравнению с другими деталями большие габариты. В него входит нижняя плита, выступающая местом монтажа салазок, кареток. Вверху ставят части, идущие поперёк. Это место монтажа поворотной части суппорта.
Чем дольше станки эксплуатируются –тем меньше точность, с которой регулируют суппорт. Боковые направляющие со временем страдают от зазоров. Но можно провести простой ремонт, чтобы избавиться от этой проблемы. Он заключается в подтягивании специальной клиновой планки.
На станке устанавливают резцедержатели. Выбор конкретной их разновидности определяется классом самого прибора. Одноместные конструкции – оптимальный выбор, когда вес небольшой. Речь идёт о корпусах-цилиндрах, имеющих полость внутри, стягиваемых специальными винтами. Крупногабаритное оборудование лучше дополнять четырёхгранными винтами. Тогда фиксация резцов максимально прочная.
Типовой блок управления
Рычаги, рукоятки и тому подобные элементы на корпусе применяются для задания основных характеристик. Отдельно устанавливается количество оборотов. Некоторые параметры задаются исключительно установкой определённых сменных колёс. Другие рукояти управляют суппортом.
Электрическая часть токарного станка
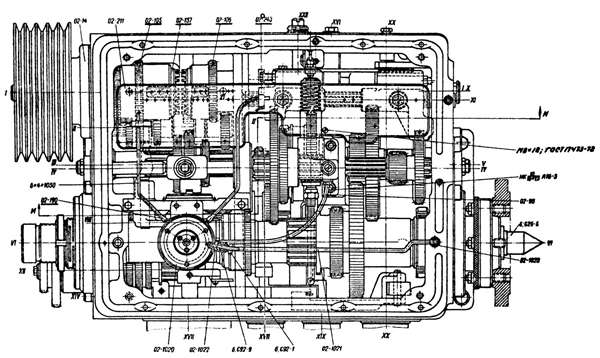
В этой части современные устройства допускают установку нескольких двигателей. Коробки скоростей отличаются тихой работой, во время которой нет толчков. Для производства современных деталей используют материалы с максимальной устойчивостью. Общая электрическая схема отличается высокой сложностью, потому лучше изучать её на основе прикладываемой инструкции.
Особенно стоит отметить коробку скоростей. Актуально использование трёхвальной схемы, допускающей до 12 переключений. Присутствуют цельные промежуточной и приводной валы, с шестернями. Специальные ручки, вынесенные на управляющую панель, осуществляют переключение передач и контроль. При запуске двигателя коробка смазывается автоматически, как показывает схема.
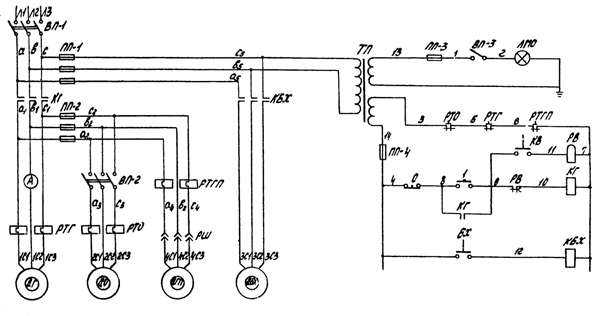
Все цепи внутри устройства могут функционировать с напряжением до 380 В. Но при домашнем варианте эксплуатации рекомендуется останавливаться на стандартных 220.
Обычный вариант – два трёхфазных двигателя на станке. У одного из них мощность – 4 кВт. На его основе работает главный привод. Второй нужен для подачи охлаждающей жидкости. 36 вольтовая лампа имеет свой источник питания в виде специального устройства. Это приспособление освещает рабочее место.
Какие могут проводиться операции: основные технологии обработки деталей
Станки применяют при обработке поверхностей с формой цилиндра, это главная задача. Проходной резец – основной инструмент, позволяющий добиться результатов. 7-12-миллиметровый припуск по длине деталей обязателен при проведении обработки. Это необходимый запас размера, тогда во время обработки не возникает дополнительных проблем. Управление их тоже не доставляет.

Несколько видов инструментов подходят для подрезания торцов у размещаемых внутри деталей:
- Подрезные.
- Прямые проходные.
- Упорные.
Резцы упорного типа обтачивают, подрезают углы на деталях при сохранении небольших габаритов.
Прорезание на деталях канавок небольших размеров – ещё одно назначение станка. Тогда берут специальные канавочные инструменты. Важно, чтобы шпиндель вращался на небольших скоростях.
Изделия в готовом виде отрезают с аналогичными принципами. 2-2,5 миллиметровый диаметр у перемычки в месте отреза означает окончание процесса. Работа закончена, финальный этап – отрезание её от остальной части заготовки.

Распространённые модели станков
Режим функционирования токарно-винторезных станков определяется двумя главными особенностями, характерными для любых моделей.
- Высота центров. Так называют расстояние между контуром станины вверху и шпиндельной вращательной осью. Показатель определяет, какого диаметра детали помещаются внутри оборудования.
- Между центрами расстояние отличается у разных моделей, от этого зависит допустимая длина.
16К40 – одна из моделей, получивших наиболее широкое распространение. Гарантирован класс Н во время обработки. На станке выполняют основные операции, включая сверление и точение, растачивание, резьбу.
16к40 – средний класс оборудования.
Оборудование, созданное в 80-ых годах прошлого века, чаще всего встречается у владельцев производственных объектов. Это касается моделей 163, 16В20, 1И611П, б16Д25, и так далее.
Заключение
Токарно-винторезные станки облегчают обработку деталей, обладающих разными габаритами и формами. Дополнительное оборудование расширяет список операций, выполняемых инструментами. Современные электрические двигатели и моторы делают работу быстрой и безопасной, бесшумной даже при большом количестве станков, установленных на территории предприятия или цеха.

 (Пока оценок нет)
(Пока оценок нет)




