Популярность стеклопластиковой арматуры уверенно растет наряду с ее практическим применением. Она проста в монтаже и отличается низкой стоимостью. Это требует увеличения объемов производства.
Станки, обеспечивающие технологический процесс
 Оборудование для производства композитной арматуры – это полноценная линия, состоящая из нескольких элементов, снабженных средствами автоматизации технологического процесса. Его предлагают различные отечественные и импортные производители.
Оборудование для производства композитной арматуры – это полноценная линия, состоящая из нескольких элементов, снабженных средствами автоматизации технологического процесса. Его предлагают различные отечественные и импортные производители.
Делая выбор в пользу проверенных брендов, покупатель получает уверенность в бесперебойной работе, проведении гарантийного и постгарантийного обслуживания.
На современном рынке представлен довольно широкий ассортимент оборудования для производства арматуры. Оно может быть рассчитано как на крупные, так и на малые предприятия, учитывая их основные особенности и потребности.
И в том, и в другом случае агрегаты компонуются, составляя полноценную технологическую линию. Можно подобрать машины для производства изделий с диаметром 4–16 мм.
Обычный состав такой линии предполагает наличие следующих станков:
- натяжное устройство, снабженное ванной для пропитки и подогревающим элементом,
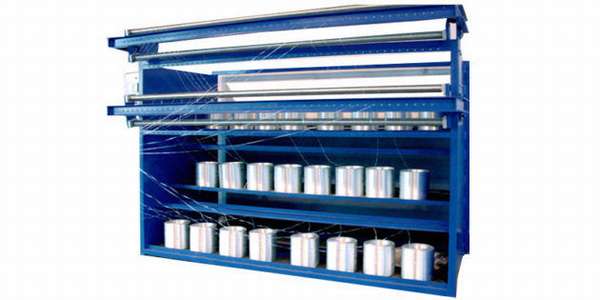
- шпулярник, куда устанавливаются специальные бобины с намотанным на них ровингом,
- обмотчик, необходимый для осуществления навивки и формирования основного стержня изделия,
- туннельная печь, обеспечивающая подогрев заготовки,
- приспособление для песчаной посыпки,
- водяное охлаждение,
- прижимной узел, снабженный отдельным приводом,
- автоматический отрезной агрегат.
Указанные машины для производства арматуры можно приобретать по отдельности и в рамках сборной технологической линии. Еще потребуются дополнительные агрегаты для охлаждения и сушки заготовок.
Чтобы технологический процесс отличался безопасностью и высокими показателями производительности, его компьютеризируют.
Особенности производственного оборудования
Среди отличительных черт указанных агрегатов можно назвать:
- небольшая потребность в обслуживающих рабочих,
- простота эксплуатации и настройки,
- надежность,
- простота монтажа,
- выход готовой продукции в 1 или 2 ручья,
- высокие показатели производительности (производство изделий по 5–15 км за смену),
- тянущий редуктор состоит из одной, двух или трех пар тянущих валов и иногда снабжается дополнительным редуктором высокой мощности.

Минимальная потребность в обслуживающем персонале для указанных агрегатов обусловлена наличием специальных программ, определяющих основные функции машины и их практическое исполнение. Дополнительного обучения персонала для обслуживания подобных линий также не требуется.
Описание процесса производства
Любая технологическая линия по производству композитной арматуры – это пултрузионные агрегаты. Для изготовления в них предполагается использование нескольких видов ровинга:
- базальтового,
- арамидного,
- стеклянного,
- углеродного.
Сам ровинг в рамках производственного процесса связывается с термоактивными полимерами.
В агрегатах предусмотрено несколько режимов работы, выбирающихся в результате простой настройки. Его можно ориентировать на изготовление стеклопластиковых изделий:
- в каменной мелкозернистой крошке,
- с гладким периодическим профилем, имеющим песчаную обсыпку.
Основные характеристики
В число базовых характеристик для такого оборудования входит:
- его габариты (ширина, длина и высота),
- характеристики печи для полимеризации и составляющих ее элементов,
- допустимые производственные диаметры,
- варианты связующего компонента,
- возможные производственные диаметры,
- разновидность протягивающего устройства,
- средняя производительность линии и скорость протяжки заготовок,
- число изделий для возможного одновременного изготовления,
- рабочие мощности,
- энергопотребление минимальное и максимальное.
При выборе подходящих агрегатов для требований конкретного производства, особое внимание нужно уделить печи для полимеризации. Важные ее характеристики:
- тип печи и разновидность ее нагревательных элементов,
- конструктивные особенности,
- тип нагревательных элементов,
- возможная температура при нагреве (максимальная),
- энергопотребление,
- время, необходимое на прогрев до рабочей температуры,
- пусковое потребление энергии на фоне прогрева,
- допустимые производственные диаметры.
Базовые узлы производственной линии
В ходе изготовления композитной арматуры возникает необходимость в следующих базовых узлах, обеспечивающих производство:
- стеллажи для хранения и последующей размотки ровинга (дополнительно снабжается направляющими конструкциями),
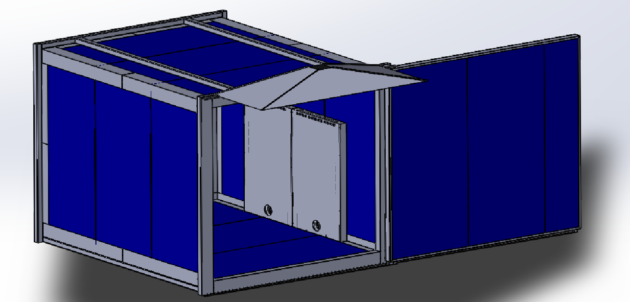
- агрегаты для прогрева и предварительной пропитки исходного материала, его отжима,
- узел, обеспечивающий формирование профиля и обсыпку его песком,
- печь для прогрева (туннельная) с опорами и датчиками, нагревательными элементами определенного типа,
- охлаждающая ванна, снабженная циркуляционным насосом,
- приспособления для протяжки профиля изделий,
- шкаф для автоматического управления производственной линией.
Приспособления для протяжки профиля изделий может комплектоваться дополнительными приспособлениями для работы с крупными диаметрами продукции, независимым шкафом управления, отрезным механизмом автоматического типа с электронным управлением.
Шкаф для автоматического управления производственной линией содержит все разъемы для подключения различных датчиков и модулей, необходимые контрольно-измерительные агрегаты, используемые в процессе изготовления.

Дополнительные агрегаты
Помимо основных машин и механизмов, в рамках производственного процесса не обходится и без дополнительных устройств. В их число входит:
- приспособление, обеспечивающее смешивание компаунда,
- устройства для размещения 4 или 6 валов, при работе которых обеспечивается изготовление продукции крупного диаметра,
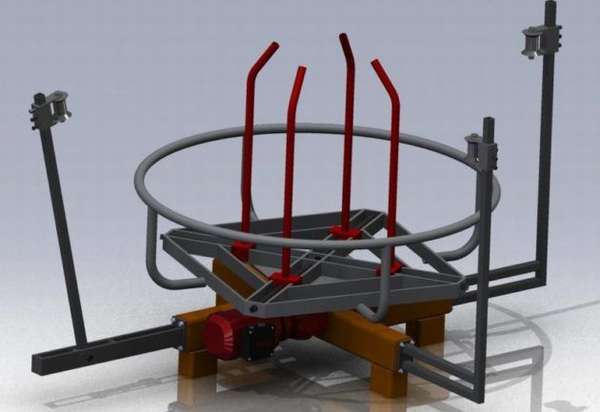
- приспособление для смотки арматуры,
- машина автоматического или ручного типа для подготовки и последующей подачи связующего.
Требования к помещениям для размещения производственной линии
Для полноценной и безопасной работы производственной линии необходимо изначально правильно подобрать помещение для ее установки.
Базовые требования к помещениям таковы:
- высота потолка не менее 2,5 м,
- подходящая длина и ширина комнаты для размещения оборудования,
- поддержание температурного режима не ниже +16оС,
- вентиляция с оттоком более 250 л/мин,
- допустимый перепад высот в пределах 50 мм.
В отдельных случаях производители допускают небольшое изменение конструкции тех или иных агрегатов такой линии, чтобы машины разместились наилучшим образом. Тогда можно обеспечить круглосуточную работу установки с часовым техническим перерывом.
Любое современное оборудование, рассчитанное на изготовление стеклопластиковой арматуры либо отдельные элементы, узлы и агрегаты, входящие в состав полноценных линий отличается прекрасными технологическими показателями. Они отвечают основным требованиям в плане промышленной безопасности и энергоэффективности производственных процессов. Для его бесперебойной работы требуется проведение технического контроля через каждые 40–60 часов бесперебойной работы.
Чтобы оптимизировать производственные расходы и обеспечить максимальную прибыль в рамках крупных производств рекомендуется установка 3–10 линий. Это минимизирует затраты на каждую единицу готовой продукции.
Видео по теме: Оборудование для производства композитной стеклопластиковой арматуры
 (Пока оценок нет)
(Пока оценок нет)




