Данный станок представляет группу консольно-фрезерного оборудования. Устройство снабжается специальным кронштейном, упрощающим работу в различных направлениях. К настоящему моменту такие разновидности станков 6М12П получили широкое применение.
Сведения о производителе
Фрезерные станки, которые относятся к серии 6М12П, выпускаются одним главным производителем – Горьковским заводом. Основано предприятие ещё в 1931 году. Он специализируется на производстве широкого модельного ряда станков, имеющих универсальное назначение. Кроме того, выпускаются модели, снабжённый ЧПУ, УЦИ. Это предприятие известно по всей России благодаря своей продукции.
Назначение станка
Серия станков имеет различные модификации, но многие характеристики в пределах модельного ряда остаются одинаковыми. 6М12П – это усовершенствованная версия серии Н.
Высокая точность и жёсткость – главные преимущества оборудования.
Благодаря использованию таких приспособлений можно выполнять большое количество операций:
- Фрезерование различных деталей, основой для которых послужили материалы вроде цветных и чёрных металлов, чугуна и стали. Форма может быть любой – радиусной и концевой, цилиндрической, торцевой.
- Поддержка циклов на автомате, полуавтомате. Благодаря этому станки становятся незаменимыми помощниками при выполнении работ с операционным характером, с полностью автоматизированными линиями.
- Станки позволяют обрабатывать поверхности горизонтального и вертикального типа, пазы и углы.
- Фрезерование может быть встречным, либо попутным.
- Скоростное фрезерование – метод обработки, при использовании которого оборудование становится особенно эффективным.

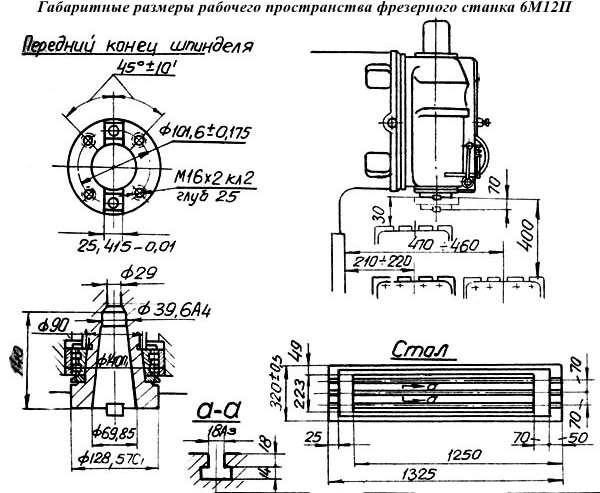
Габаритные размеры рабочего пространства, посадочные и присоединительные базы
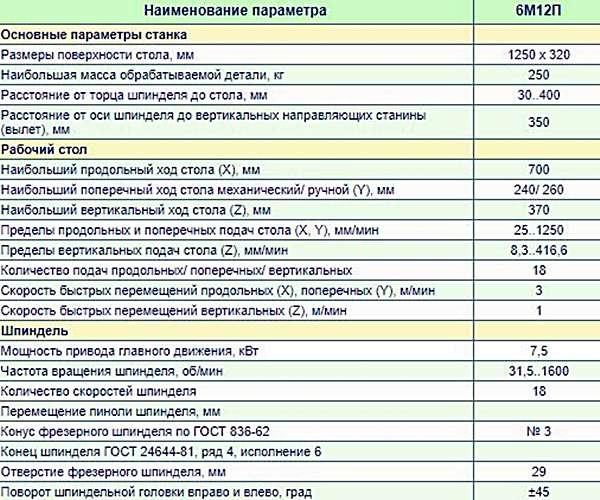
Поверхность стола в миллиметрах имеет размеры, равные 1250 на 320. Перемещение стола продольного типа максимум составляет 800 мм. Для поперечного направления показатель – 320 мм. По вертикали – 420.
Относительно присоединительных баз размеры сохраняют стандартный уровень, полностью соответствуют сопроводительным документам.
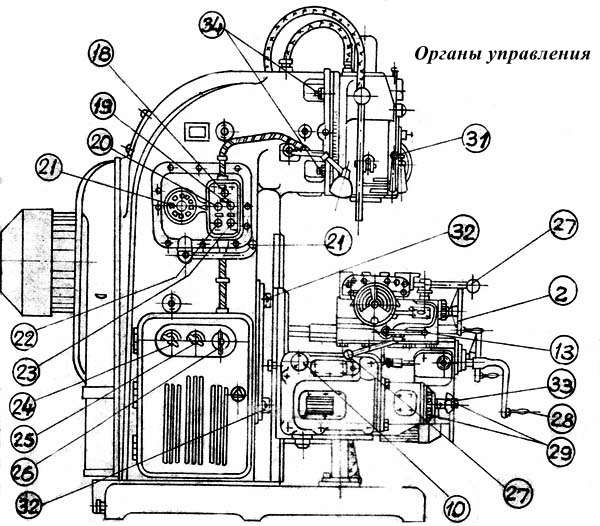
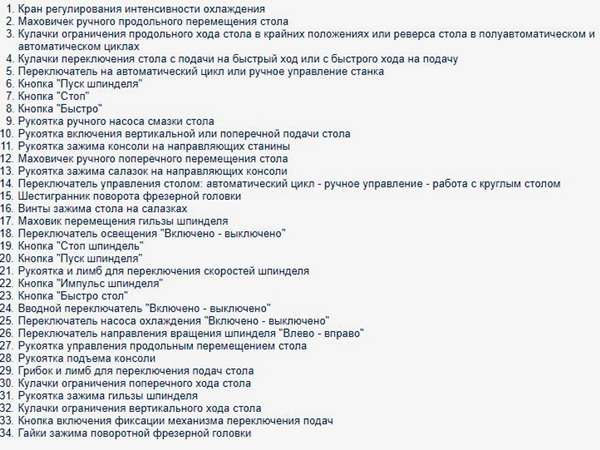
Расположение органов управления
Всего у устройства имеется около 34 деталей, которые участвуют в процессах регулировки, управления оборудования. Это различные рукоятки, краны, кнопки, переключатели. Не обходится и без использования зажимной гайки. Все детали закрепляются на основном корпусе, при необходимости к ним без проблем предоставляется доступ.
Перечень составных частей
Станки снабжаются специальными механическими деталями, за счёт которых, в том числе, организуется работа:
- Предохранительное оборудование, отвечающее за раздельное включение. К нему добавляют муфту, защищающую часть с двигателем от дополнительных перегрузок.
- Система торможения у шпинделя.
- Автоматический режим прерывистой подачи.
- Упоры подач. Участвуют при включении и выключении агрегатов.
- Блокировка подач. Ручная, либо механическая.

Дополнительные технические характеристики, аналоги
У устройства есть следующие аналоги, соответствующие исходнику по кинематике, техническим характеристикам:
- Модели от китайского предприятия Shandong Weida с номером X5040 и X
- Белорусский комбинат из Гомеля выпускает изделия FSS350VR.
- Дмитровский российский завод предлагает варианты станков 6K12 и 6Д12.
- Болгарские конструкции FV321M.

На базе станка, описанного выше, создавалось оборудование других видов. Комбинации почти ничем не отличаются друг от друга.
- 6Р13РФЗ. Снабжается револьверной головкой, управляется числовым программным комплексом.
- 6Б12, 6М12, 6Р12.
- 6М12П. Агрегат с повышенной точностью, производство начато с 1961 года.
- 6Е12 и 6Е12-1. К отличительным чертам относят скорость хода и подачи с увеличением, обороты в большом количестве.
- 6М12ПБ.

О станине и консоли
Станки любой разновидности снабжаются базовым узлом в виде станины. Остальные рабочие узлы и механизмы монтируются на этой поверхности. Для станины характерно наличие следующих параметров:
- Большое количество рёбер.
- Трапецеидальное сечение, развитое.
- Основание с высокой надёжностью.
Коробки скоростей стандартно внутри станин. Головка для поворотов – внутри передних частей. Монтаж осуществляется с использованием направляющих, имеющих форму круга. Консоль ставится на направляющих по вертикали. Характерно отделение главного узла и основания. Болтовое соединение позволит закрепить две составляющие друг на друге.

При подходе справа легко открывается доступ к коробке скоростей, насосу. Для этого используют окно, обычно закрытое при помощи специальной накладки. Насос используется для подачи смазочного состава к другим внутренним частям. С левой стороны открывается регулятор скоростей. Основание у станков бывает ещё и специальной ёмкостью, куда помещают охлаждающий состав. Сзади у основания есть отверстие, через которое производится слив жидкости в случае необходимости.
Среди базовых агрегатов – консольная часть станка. Благодаря этой части в одно целое соединяется цепь передач различного оборудования. Она участвует и при распределении движения на передачи различных типов. Двигатель подач расположен в нижней части системы. Движение через коробку передач идёт на консольные шестерни.
Перечень органов управления
Следующие составные станка являются не менее важными, чем предыдущие:
КП или коробка передач
Всего показателей передач у оборудования 18. Это обособленный узел. Обычно размещается на консоли, с левой стороны. Устройство для переключения передач располагается прямо на консоли. Передняя часть снабжается так называемым лимбом – его используют, чтобы наносить на поверхность определённые показатели передач. Метки позволяют без проблем задавать показатели подачи для рабочей поверхности, в плоскостях по горизонтали или вертикали.
Поворотная головка
Выглядит как шпиндель, который располагается вертикально. Снабжается дополнительно валиком для приёма. Шпиндель перемещается по оси при использовании специального маховика, последний размещается внутри специальной гильзы. Рукоятка находится внутри левой части гильзы. Благодаря этому легко выполнять зажим при необходимости.
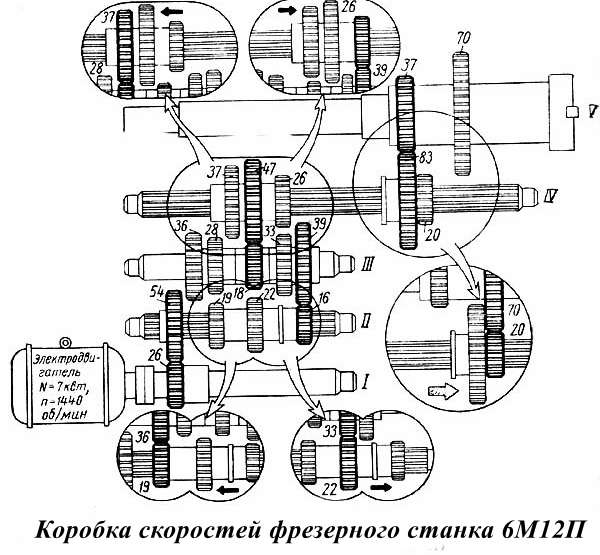
Коробка скоростей
Всего используется 18 чисел, на которых происходит вращение шпинделя. Устанавливается внутри корпуса станины. На шарикоподшипниках монтируют валы этой коробки. Плунжерный насос, регулирующий смазку, находится на одной из таких деталей.
Салазки вместе с рабочим столом
Салазки зажимаются на консоли благодаря воздействию эксцентриковых зажимов. Движение начинается от винта, располагающегося поперечно. На следующем этапе всё переходит к направляющим в форме прямоугольника, консольного типа.
Стол перемещается так же при помощи направляющих, о которых говорилось ранее. Он – финальный компонент цепи подач, соблюдающей продольное положение. Винт вращающего типа отвечает за реализацию подобной схемы. Рукоятку кулачковой муфты надо запустить, чтобы началось движение.
Допустима настройка стола в трёх режимах: маятниковом, с автоматикой и полуавтоматикой.
Маятниковый режим контролируется с помощью кулачков. Детали монтируются на боковой поверхности стола, располагающейся спереди. При появлении блокировки у рычага продольного хода маятниковый режим работы нельзя останавливать, это приводит к поломкам агрегата.
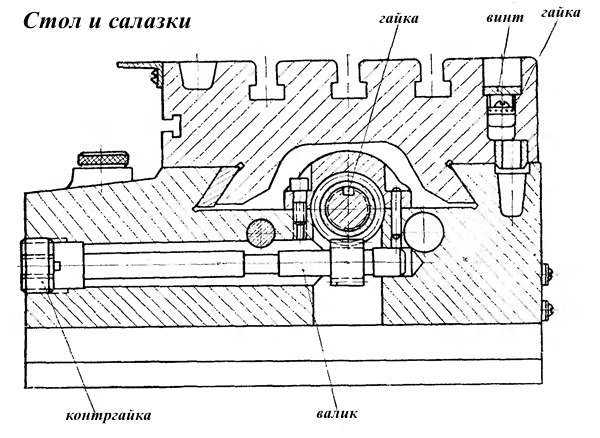
Схема кинематическая
Основной компонент движения приспособления – электродвигатель, имеющий мощность 7,5 кВт. Через упругую соединительную муфту движение от этого приспособления переходит к одному из валов. С первого вала на второй энергия передаётся через зубчатую передачу.
У второго вала ставится блок, дополненный колёсами зубчатой формы. Благодаря этой части движение переходит на третий вал. Устройство поддерживает три различные скорости передачи. Винты передач тоже участвуют в этом процессе.
Основная коробка подач работает на 18 скоростях. Если включить фрикционную муфту, то инструмент можно будет быстро перемещать по столу вне зависимости от технических характеристик. В этом случае процесс так же организуется с помощью основного электродвигателя вместе с валом, зубчатыми передачами.
Скачать схему в увеличенном масштабе
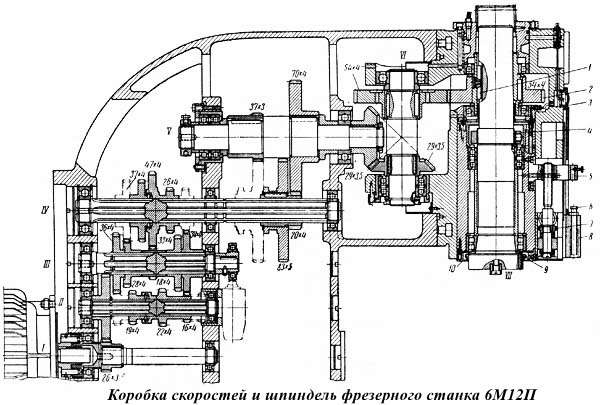
Коробка скоростей и шпиндель
Коробку скоростей располагают в верхней части корпуса станины. Ей управляют при помощи вставной коробки переключения. Которая, в свою очередь, монтируется на левой стороне. Получение доступа к обслуживающим деталям лёгкое, для этого просто снимается крышка справа.
В поворотной головке монтируется шпиндель. Для крепления применяется четыре болта.
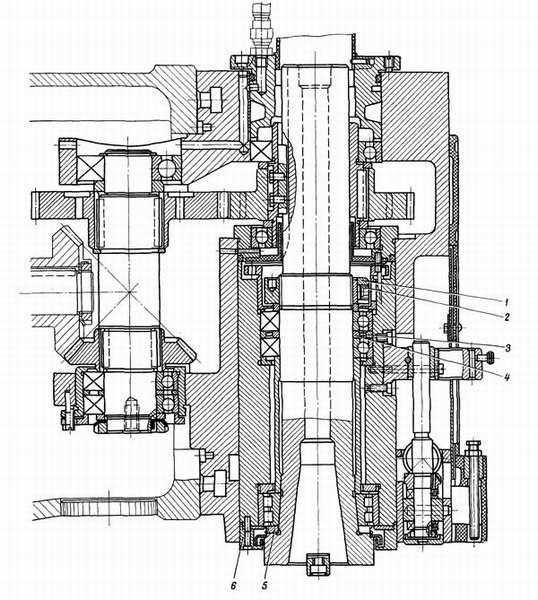
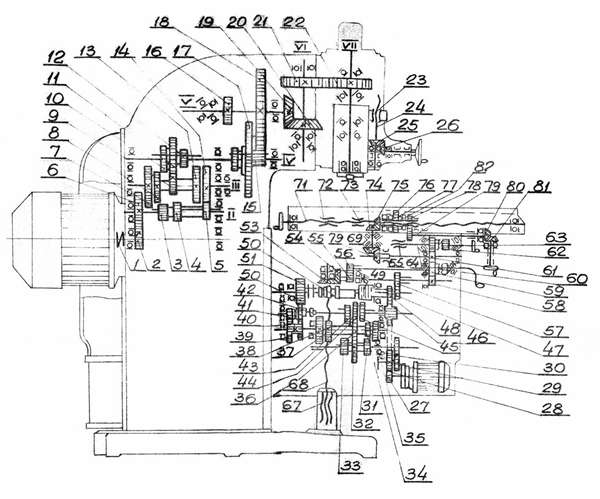
Механизм подач
Обычно механизмы подач состоят из нескольких валов. И у каждого устройства имеются свои особенности работы:
- На трёх шарикоподшипниках устанавливается 6-ой вал.
- Сцепление этой детали регулируется при её перемещении. Для этого надо использовать винты, ввёрнутые во фланец.
- По тому же правилу устанавливают пятый вал. Подтягивания гайки с левого торца достаточно для регулирования этой части.
- На трёх опорах располагается четвёртый вал, благодаря чему увеличивается жёсткость.
- К шлицевому типу устройств относятся валы 2, 3 и 4. Они участвуют в передвижении зубчатых блоков.
Механизм переключения скоростей, фактически, становится отдельным самостоятельным узлом. На поверхности располагается лимб 1, где наносятся все 18 числе оборотов шпинделя.

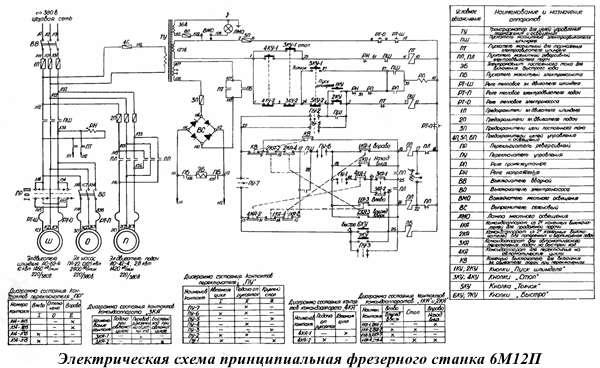
Схема электрическая
Электродвигатель участвует в образовании главного движения. Его мощность, тип и количество оборотов указываются в официальных технических сопроводительных документах. Кроме того, в работе участвуют такие элементы, как:
- Фрикционные муфты.
- Размер поверхностей трения.
- Число поверхностей трения.
- Материал поверхностей.
Скачать схему в увеличенном масштабе
Описание электрооборудования
Сеть трёхфазного тока напряжением 380 В должна стать основным источником питания, на это настроены все части. Кроме этого, электрическая схема предполагает и другие типы питания:
- От сетей напряжения на 127 В.
- Питания цепи местного освещения от напряжения 36 В.
- Использование нулевой защиты для всех электродвигателей.
- Использование плавких предохранителей для защиты каждой части.
- Тепловые реле, обеспечивающие дополнительную защиту.
Управление кнопочное, производится от двух командоаппаратов. Переключатель на три положения позволяет выполнить первые три режима.

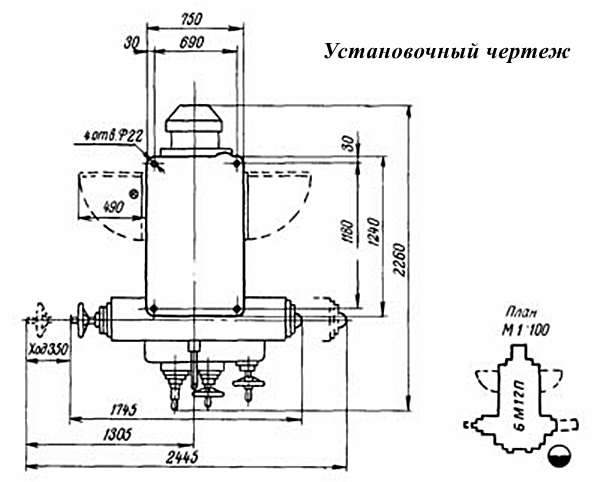
Установочный чертёж
На нём изображается общий вид станка. Стандартные размеры изделия находятся в пределах от 1100 до 1735 миллиметров.
Технические характеристики
320 на 1250 миллиметров – основные характеристики, которыми отличается данный станок. Движение в разных направлениях может составлять от 260 до 700 миллиметров. Масса деталей, подвергающихся обработке, не более 250 килограмм.

 (2 оценок, среднее: 4,00 из 5)
(2 оценок, среднее: 4,00 из 5)




