Сверлильные станки 2н125 обладают универсальностью, имея при этом несложную конструкцию. Для вертикально-сверлильного станка 2н125 характерен продолжительный срок эксплуатации с сохранением эффективности и точности работ на протяжении нескольких лет. Конструкция станка имеет характеристики, не уступающие современным моделям аналогичных аппаратов.
Характеристики аппарата
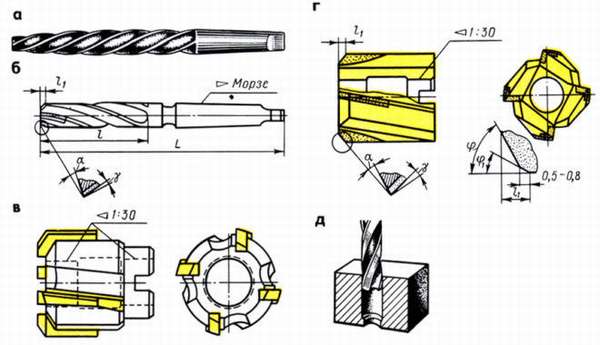
Агрегат в состоянии надежно выполнять 4 основные операции:
- зенкерование,
- сверление отверстий,
- нарезка внутренней резьбы,
- развертывание.
Простота агрегата заключается в использовании одного шпиндельного узла. Для станка разработаны новые модификации, позволяющие проводить более сложные операции с высокой производительностью. Некоторые современные аппараты оснащены сразу несколькими сверлильными головками.
Агрегат имеет следующие технические характеристики:
- вес станка — 880 кг,
- расстояние от рабочей поверхности до рабочего торца головки шпинделя — 6-70 см,
- число пазов, фиксирующих заготовку — 3 шт,
- размер номинальный — 40*45 см,
- количество скоростей — 12,
- смещение на ход — 20 см,
- установочное смещение — 17 см,
- количество оборотов головки — 45-2000 оборотов/мин,
- максимально возможный крутящий момент — 250 Нм,
- общие габариты — 235*78,4*91,5 см,
- мощность электрического двигателя — 2,2 кВт.

Сфера применения и возможности
Основная сфера применения сверлильного станка 2н125 — производство мелкими сериями. Агрегат предназначен для обработки изделий, имеющих небольшую толщину и изготовленных из стали средней прочности.
Максимально допустимый диаметр сверл, предназначенных для станка, составляет 25 мм. Такое положение предусматривает паспорт аппарата. Современные модели станка предоставляют мастерам возможность использовать сверла с еще большим диаметром, достигающим 35 мм.
Конструкция агрегата имеет особенности:
- наличие реверсивного механизма, предназначенного для более точной резьбы,
- принцип ручного управления, при котором выполнение подачи происходит вручную,
- возможность изменения режима работы станка, не останавливая при этом шпиндель,
- высокая устойчивость конструкции за счет равномерного размещения станочных элементов и его большой массы.
Рекомендуемой сетью для нормальной работы агрегата является трехфазная электросеть, в которой создается напряжение 380 В. Оборудование в состоянии работать и при подключении к однофазной сети, но мощность его значительно снизится.
Ручное управление аппаратом основывается на его вертикальном движении за счет ручки-маховика, нуждающейся в периодическом смазывании.
Особенности конструкции станка
Описание конструкции агрегата включает в себя:
- коробку скоростей,
- привод,
- коробку подач,
- сверлильную головку,
- шпиндель,
- поворотные тиски,
- электрическое оборудование.
Принцип работы коробки скоростей:
- сообщение шпинделю оборотов при помощи двух передвижных тройчаток,
- опоры валов коробки находятся в верхней и нижней плитах, стянутых 4 стяжками,
- через зубчатую передачу и муфту электрический двигатель приводит в движение коробку скоростей,
- последний вал коробки имеет вид полой гильзы, ее шлицевое отверстие передает вращение станочному шпинделю,
- шестерни коробки переключаются при помощи рукоятки.

Как устроена коробка скоростей
Элементы коробки скоростей довольно просты в сборке. Их смазка производится специальным шестеренным насосом, который имеется в коробке подач.
Функция станочного привода заключается в обеспечении связи коробки скоростей и вала электрического двигателя. Привод имеет вид корпуса, на котором устанавливается электродвигатель.
На валу двигателя крепится полумуфта, передающая вращение полумуфте-шестерне, а та сцепляется с первичной шестерней коробки скоростей. Коробка подач является трехваловым устройством. Устройство находится в специальном литом корпусе. Первый вал коробки оснащен передвижным блоком-шестерней. Блок осуществляет три шпиндельные подачи в автоматическом режиме.
Коробка оснащена предохранительной муфтой. Ее функция сводится к выключению подачи в механическом режиме в том случае, когда требуемая глубина обработки детали достигнута. Сама муфта располагается на входном валу головки для сверления.
Сверлильная головка представляет собой отливку из чугуна, в которой располагаются главные рабочие элементы станка: коробка подач и скоростей, механизм подач со шпинделем.Если сборка коробки подач и скоростей вместе со шпинделем производится отдельно, то механизм подач уже входит в состав сверлильной головки.
Шпиндель сделан на подшипниках шарикового типа. Они располагаются в его гильзе. Гильза способна двигаться вдоль оси благодаря реечной передаче.
Тиски монтируются в кронштейне рабочего стола. Они хорошо поворачиваются, устанавливаются под любым углом по отношению к сверлу.
Электрическое оборудование станка представлено асинхронным двигателем короткозамкнутого типа.
Применяемые разновидности станка
Паспорт станка имеет указание на универсальность его применения. Применяемая в первые годы после разработки модель с одним шпинделем со временем претерпела ряд изменений. Разработчики создали несколько модификаций станка, имеющих не столь значительные отличия от оригинала, но вносящие разнообразие в комплектацию и расширяющие направления применения агрегата.
Сверлильный аппарат представлен модификациями:
- 2Н125Н,
- 2Н125А,
- 2Н125Ф2,
- 2Н125С,
- 2Н125К,
- 2Н135.
Модель 2Н125Н имеет расширенную функциональность. Это обеспечивается за счет наличия в аппарате многошпиндельных головок. Модель имеет в составе рабочий стол, способный вращаться в нужном направлении.
2Н125А представляет собой агрегат, работающий в автоматическом режиме. Оператор имеет возможность перед началом работы задать необходимый рабочий параметр станка. Манипуляции мастера заключаются в:
- настройке управления станка,
- регулировке кулачков,
- подкручивании шпинделя вместе с головками.
После настройки всех параметров оператор включает станок и контролирует ход выполнения заданных операций.
Сравнение с другими моделями
2Н125Ф2 относится к числу самых развитых и совершенных моделей аппаратов указанной серии. Основное преимущество агрегата в наличии в нем механизма с числовым программным управлением. Аппарат оснащен столом крестового типа и револьверной шпиндельной головкой.
Модель 2Н125С характеризуется еще большей многофункциональностью по сравнению с оригинальным станком. Такие аппараты оснащены шпинделями с несколькими гнездами. В них вставляются разные сверла, что расширяет возможности станка. Работа на агрегате значительно упрощена за счет отсутствия необходимости вытаскивать и менять сверла, когда требуется перейти от одной задачи к другой.
Вертикально-сверлильный станок 2Н125К оснащен рабочим столом в виде креста, что заметно упрощает работу на нем.
Модификация 2Н135 позволяет оператору сверлить изделия, имеющие диаметр 35 мм. Базовая модель аппарата в состоянии просверливать детали диаметром только 25 мм.
Видео по теме:Вертикально-сверлильный станок 2Н125К
 (Пока оценок нет)
(Пока оценок нет)




