Вертикально фрезерный станок с ЧПУ 6Р13Ф3 предназначается в основном для изготовления различных элементов с таких материалов: стали, чугуна, цветных металлов (которые можно отнести к таковым, что трудно обрабатываются), преимущественно используя фрезерные торцовые и концевые сверла с расчетом на мелкосерийное, а также среднесерийное производство.
Система ЧПУ 6Р13Ф3
Устройство 6р13ф3 характеризуется также присутствием паспорта – документа, который описывает его возможности.
ЧПУ разрешает проводить обрабатывание различного рода конструкций в организации программного управления, используя единовременно совокупность трех координат:
- перпендикулярной (передвижение салазок и стола со шлифованным изделием),
- осевой,
- вертикальной (движение ползунка с механизмом), таким образом, кодированное на машинном языке вертикальное перебазирование (координата Z) выполняется передвижением ползунка.
Выступ данного фрезерного станка вмещает всего лишь обозначенное передвижение, что в свою очередь исключает обозначение и действие в сопутствующей нагрузке на консоль, что имеет существенный вес. Таким образом, возможно повышение уровня безошибочности изготовления, потому что в процессе работы на станке балку всякий раз нужно зажимать.
Вертикальные фрезеровочные станки оборудованы валом вертикального размещения, каковой передвигается в вертикальном направлении, в определенных образцах обладает свойством поворота. Стол передвигается как горизонтальным путем поперечно к центру шпинделя агрегата, так и вертикальным.

Приводы станка
Снабжение станка с ЧПУ 6Р13Ф3 содержит следящее-регулируемые передачи снабжения с электрическими моторами с большой скоростью включения беспрерывного электричества. Использование отслеживающих стабилизационных движителей в комбинации с моторами непрерывной или же непрерывного подвода электричества тока в станках гарантирует быстроту точного передвижения стола до 4,8 м/мин.
Также исключаются дефекты элементов на случай применения прерывистой переработки, разве что бывают дефекты при передаче поставки по одной из координат. Еще можно ввести централизационное покрытие главных элементов станков. Применение электромеханических построений захвата механизмов, гарантирующее непрерывное усилие зажима до 2000 кг используется довольно часто. В целях переносного снабжения применима такая характеристика, как подготовленная электропроводка с вилочным разъединением.
Расшифровка названия
Изучая паспорт нужного станка, можно найти наименования буквенно-цифрового показателя:
- фрезерный станок обозначает цифра 6,
- видоизменение устройства – буква Р,
- на фрезерный станок вертикальный указывает цифра 1,
- стандартный охват механизма (величину стола) определяет цифра 3,
- Ф3 присутствие устройства ЧПУ.
Станина станка
Станина занимает место главной центральной связки, что способствует установке первостепенной и автоматической структуры станка.
Твердое построение станины способствует получению расширенного фундамента и изрядного количества ребер. Основа станины вмещает компоненты вертикального указания, предназначение которого заключается в передвижении балки. С помощью фиксированной дорожки на станине является возможным вычисление величины инструктивного движения консоли.
С помощью конечных выключателей возможно ограничить общее направление балки левосторонней области ниши обшивки. С правосторонней части покрывного отрезка фюзеляжа станка располагается промежуток, каков открывает проход к насосу с маслом, а также показывает коробку скоростей. Левый фасад балки оборудован коробкой перехода с маленькой скорости на большую для того, чтобы выбрать требуемый темп работы с фрезерными деталями. Проволочная плоскость отверстия станины закрепляется шпиндельной головкой. В середине станины расположен специальный отдел для масла. Корпус монтируется к станку у основания и держится с помощью болтиков.

Коробка скоростей станка
Ради того, чтобы подать сигнал шпинделю о необходимой скорости оборотов в процессе резания, нужно иметь коробку скоростей. Она поможет эффективнее управлять станком и следить за скоростью фрезерных обработок деталей. Коробка скоростей, по сути, информирует шпиндель об изменении скорости поворотов при резании.
Смазывать подшипники и шестеренки в коробке скоростей необходимо в направлении от поршневого насоса, который располагается в середине этого бокса.
Шпиндельная головка станка
Верхушка на станках имеет три главных компонента:
- Салазки.
- Редуктор.
- Ползун с валом.
Салазки совмещаются с кругообразной выточкой шейки станка и удерживаются с ней с помощью четырех болтов. Задвижка с валом в таком случае может быть перемещена в сторону прямоугольных направляющих салазки (координата Z).
Редуктор предназначен для представления главного кругового перемещения шпинделю при помощи коробки скоростей, а также пары конусных и трех цилиндрических колес.
Группировка ползунка с валом по проекту реализовывается с помощью движка, а также редуктора с двух трубчатых роликов плюс перемещение винта к гайке, а гайки к качению.
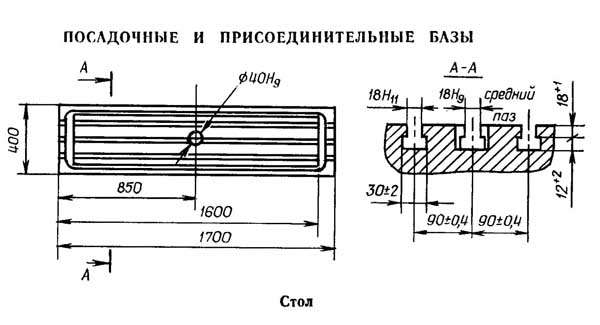
Стол и салазки
Данные компоненты создают благоприятные условия для движения стола в устремлении к координатам X и У (осевое и перпендикулярное). Для начала, чтобы подвижный винтик помог осуществить столику горизонтальные передвижения, он совершает обороты в шарикоподшипниках, которые устанавливаются с левой стороны держателя.
Опора также фиксирует и гайки шурупа, которые прикрепляются к столу. Регулятор долевого движения имеет преобразователь вида БТМ-1В, описание работы которого доводиться контроллером инверсного взаимодействия.
Сдвиг стола по ординате Y проводится от движителя, который смонтирован в балке. Подвижный шариковый винт перпендикулярного движения стола устроенный в станине балки. Для того, чтобы переместить стол вручную, нужно использовать шестигранный вывод.
Электрооборудование станка 6Р13Ф3
Электрическое снабжение размещается на устройстве в пункте регулирования и содержит некое построение числового управления НЗЗ-2М. Пункт регулирования помогает размещать в ней горизонтально установленные аппараты для обеспечения электрической цепочки.
Снабжение электрооборудования реализовывается с помощью станции регулирования от сети трехфазного изменяемого тока напряжением 380 В, частотой 50 Гц. Колебание, которое является допустимым при питающем напряжении 15% ± 10% от 380 В.
На случай, если происходят большие колебания напряжения сети, нужно совершать питание конструкции ЧПУ и электрической автоматики, что в свою очередь является станкам уникальным уравнителем.
Часто применимы последующие виды напряжения в станках:
- силовая цепочка – три фазы, переменный ток 380 В, частота 50 Гц,
- схема регулирования переменный 110 В, 50 Гц,
- схема местной иллюминации переменный 24 В, 50 Гц,
- схема регулировки – постоянный 24 В,
- схема электродинамического затягивания – постоянный 55 В,
- снабжение электрических двигателей питания – постоянный 48 В.

Подключение коммутатора к питанию регулирования может быть осуществлено при помощи первоначальной установки, управлять каковым можно отображенной на дверце установки контроля рукояткой.
Обратная связь в скоростном направлении осуществляется через вмонтированный в электрический двигатель тахогенератор с побуждением от константных магнитов.
 (Пока оценок нет)
(Пока оценок нет)




