Датчик инструмента для ЧПУ – прибор, выполняющий функцию контактных измерительных систем. Благодаря его наличию станки с ЧПУ способны работать в автономном или полуавтономном режиме. Существуют различные виды датчиков. Они являются частью системы ЧПУ, без которых она не будет полноценной. Каждый аппарат данного типа имеет свое предназначение, и работает по определенному принципу действия.
Предназначение
Первый контактный датчик был создан в семидесятых годах двадцатого века. Благодаря ему координатно-измерительные машины стало возможным использовать в промышленной области. Прибор позволил проводить трехмерные измерения, что положительно повлияло на качество работы станочного оборудования. Уже в восьмидесятых годах была модернизирована система ЧПУ под взаимодействие с измерительным датчиком.
С этого момента начинают создаваться первые станки с ЧПУ. Устройства данного типа были восприняты критично. Многие предполагали, что их использование увеличит время, затраченное на осуществление задачи. Измерительная функция считалась ненужной для станочных агрегатов. Но датчик для ЧПУ показал себя эффективным. Его использование позволило повысить производительность и автоматизировать производство.
Прибор инструмента числового программного управления стал неотъемлемым компонентом нового станка. Современное оборудование не только предполагает наличие данного прибора, но и ценится выше, если он является частью конструкции.
Контактные измерительные системы используются для:
- наладки рабочего механизма,
- точного подключения к устанавливаемой детали,
- измерения детали.
Применение датчика инструмента обеспечивает целым рядом преимуществ при осуществлении производственных задач.

Преимущества
Наладка прибора ручным способом является затратным по времени действием. Наличие датчика позволяет автоматизировать наладку. Даже если ранее коэффициент наладки показывал ноль, измерительный прибор решит эту проблему. При этом подключить прибор к конструкции станка с ЧПУ можно без особых усилий. Благодаря его установке осуществляется:
- снижение периода, на протяжении которого станок простаивает,
- повышение точности измерительных данных, произведенных инструментом,
- автоматизация процесса коррекции данных,
- снижение вероятности возникновения ошибок, допущенных оператором, до ноля,
- выявление неисправностей при работе аппарата.
Устанавливая заготовку, требуется помощь специальных зажимов. Данные компоненты отличаются высокой стоимостью. При наличии датчика необходимость в использовании зажимов отпадает. Подключаем аппарат, после чего гарантируется наличие комплекса преимуществ:
- снижается скорость износа рабочего инструмента,
- заготовка закрепляется в автоматическом режиме,
- минимизируется участие оператора,
- снижается риск возникновения брака,
- повышается показатель производительности и универсальности.
Датчики связаны со шпинделем и револьверной головкой. Они способны произвести замеры заготовки, когда осуществляется задача. При серийном производстве приборы контролируют, чтобы настройки не сбивались при переходе от заготовки к заготовке.

В качестве измерительного аппарата основные достоинства механизмов заключаются в наличии:
- способности осуществлять коррекцию детали в автоматическом режиме,
- условий, способных обеспечить надежное производство изделий,
- функции проверки размеров заготовки перед переходом к изготовлению следующей.
Комплекс этих особенностей сделал датчик инструмента числового программного управления востребованным элементом при производство современного станка, используемого как для массового производства, так и для собственных целей.
Виды
Современный станок с ЧПУ оборудован несколькими датчиками, каждый из которых выполняет определенную функцию. Классификация измерительных систем для станочного оборудования осуществляется в зависимости от:
- вида станочного аппарата (фрезерный, токарный, шлифовальный),
- способа работы с поверхностью детали (контактный и бесконтактный),
- функций устройств (измерительная и наладочная).
Современные аппараты предполагают большое количество модернизаций и инноваций, поэтому принято также выделять еще один способ классификации, связанный с типом передачи сигнала. Если ранее он осуществлялся проводным методом при касании с устройством, то теперь появились оптические, радиочастотные, и индуктивные датчики.
Благодаря внедрению современных технологий обеспечена компактность аппаратов и более простое управление.
Наиболее популярными из них являются:
- бесконтактный – применяется для отслеживания перемещения заготовок,
- определения угла поворота – применяется для вычисления угла наклона вала,
- линейный – определяет положение заготовки и рабочего механизма (используется на большинстве современных станков),
- концевой – датчик касания контролирует расстояние между деталью и станком,
- датчик высоты инструмента – находит грани заготовки, для которой необходима обработка.
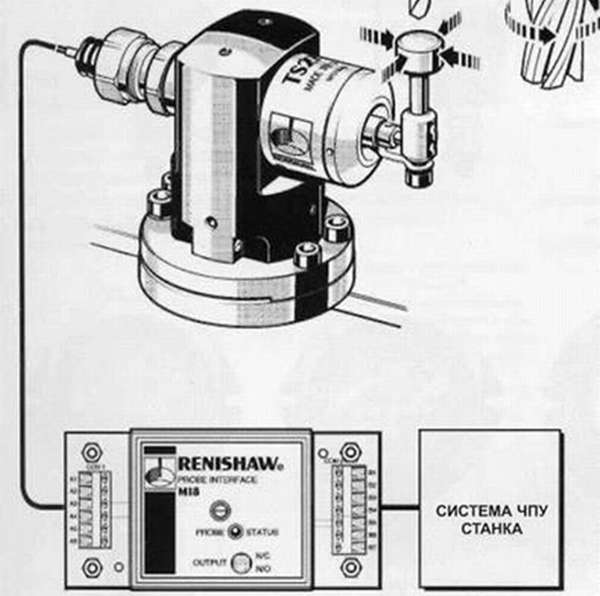
Наиболее качественные приборы, представлены производителями: Renishaw, Marposs и Heidenhain ЧПУ.

Особенности работы
При обработке заготовок и производстве изделий с нуля датчик сопровождает сразу несколько этапов работы. На первом этапе он выполняет выверку. Данное действие предполагает измерение точного расположения детали и ее высоту перед осуществлением обработки. Положение, в котором будет закреплена заготовка, не играет роли.
Программа обработки детали не запустится, пока не будут определены точки привязки. От их определения зависит, насколько точно будет произведена задача. Датчик способен быстро и точно найти точки привязки, ускорив производство, даже если оператор не подключил собственные возможности.
Если обработка является сложной, то в ходе ее выполнения необходимо производить несколько измерений. От частоты измерений будет зависеть коэффициент износа инструмента. Измерительный прибор решит эту проблему без нанесения ущерба агрегату.
 (Пока оценок нет)
(Пока оценок нет)




