Выпуск токарного станка 1а616 начался еще в середине прошлого века на Средневолжском станкостроительном заводе. Данный тип станков применяется до сих пор на многих предприятиях.
Функциональные возможности
Данное устройство применяется для обработки изделий небольших и средних размеров. Агрегат может работать и с инструментами из быстрорежущей стали. Указанный токарный станок по металлу может использоваться и на больших предприятиях, выпускающих продукцию в промышленных масштабах, и на частных производствах.
Помимо обработки изделий аппарат способен выполнять следующие операции:
- рифление сетчатой матрицей,
- обработка фасонных изделий, имеющих форму конуса,
- сверление,
- точение торцов,
- резьба при помощи плашки, резца и метчика,
- огранка изделий, имеющих форму цилиндра, конуса (как с внутренней, так и с внешней стороны),
- развертывание отверстий разной формы.
Такой станок способен обрабатывать изделия, выполненные из любого материала. Обработка проводится насадками, сделанными из твердых сплавов, и приспособлениями из быстрорежущих металлов.
Аппарат имеет следующие технические характеристики:
- диаметр сквозного отверстия составляет 34 мм,
- общие размеры составляют 2135*1225*1220 мм,
- максимально допустимая длина изделия для обработки составляет 711 мм,
- вес агрегата составляет 1499 кг,
- интервал вращения шпинделя составляет от 9 до 1799 оборотов в минуту путем регулирования параметра при помощи 21 ступени,
- максимально допустимый диаметр обрабатываемого изделия над станиной составляет 321 мм, над суппортом — 179 мм,
- максимально допустимая длина обтачивания составляет 660 мм,
- резьбовой конец шпинделя имеет тип 6К.
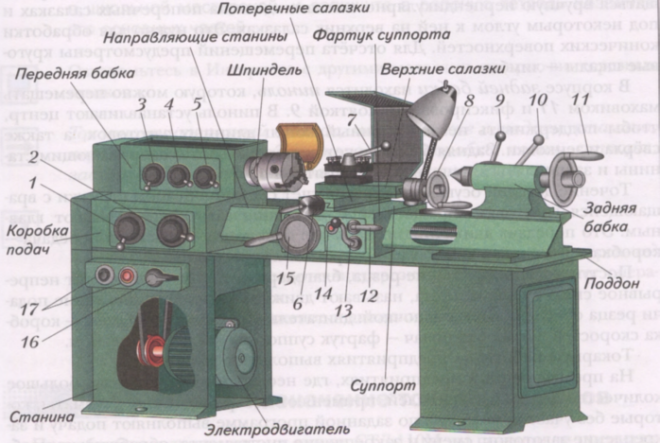
Устройство аппарата и его принцип работы
Устройство агрегата включает:
- тумбу (переднюю, заднюю),
- систему охлаждения,
- поддон, в котором собирается стружка,
- коробку подач,
- станину,
- встроенный шкаф с электрооборудованием,
- охлаждающую жидкость,
- специальный блок для смены колес,
- коробку скоростей,
- бабку,
- фартук с подачами,
- переднюю бабку, для которой характерно устройство-реверс, переборный механизм, звено увеличения шага.

Передняя бабка 1а616 имеет реверсивное устройство, а также включает в себя переборный механизм и звено увеличения шага. Принцип работы станка заключается в следующем:
- изделие закрепляют в патроне или среди его центров,
- от 1 до 4 резцов крепят в специальном резцедержателе суппорта,
- инструмент для расточки, нарезания устанавливают в пиноль задней бабки.
Сама обработка изделий на подобном токарно-винтовом станке осуществляется за счет сочетания двух движений. Вращательное движение детали комбинируется с поступательным движением инструмента, предназначенного для ее обработки. Благодаря такому принципу работы на токарно-винторезном станке удается обрабатывать изделия различных видов и форм, начиная от цилиндрических и конусных деталей и заканчивая винтовыми поверхностями.
Станок имеет особенность, упрощающую работу мастера: реализация привода движения резки по раздельному типу, в результате чего торможение привода возникает при подключении статора постоянного тока.
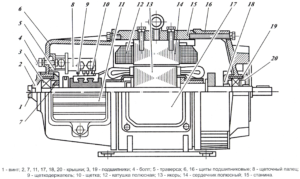
Электросистема станка 1а616
Электросистема токарно-винторезного станка состоит из следующих частей:
- выключатель, за счет которого осуществляется попадание напряжения в насос, который подает жидкость для охлаждения,
- нагрузочный указатель,
- вводной выключатель,
- лампа,
- переключающий управление механизм,
- 3 плавких предохранителя,
- трансформатор понижающий,
- селеновый выпрямитель,
- 3 контактора, один из которых отвечает за включение рабочего хода, другой — за обратный ход, третий — за остановку двигателя,
- реле, контролирующее вращательную скорость двигателя,
- отключающий освещение выключатель,
- создающее напряжение реле,
- реле, которым управляется контактор, который останавливает работу двигателя.
Станок состоит из двух электродвигателей.
Первый двигатель (ПА22) имеет три фазы, а его мощность составляет порядка 0,11 кВт. Он контролирует работу насоса, включая его. Благодаря этому насос начинает подавать жидкость для охлаждения в то место, где осуществляется нарезка изделия. Двигатель ПА22 может вращаться со скоростью 2800 оборотов в минуту. Он работает при напряжении от 220 до 381 В.
Второй двигатель А02-41-4 тоже имеет три фазы. Его вращательная скорость составляет 1430 оборотов в минуту. Он, как и двигатель ПА22, работает при напряжении 220-380 В. Его роль сводится к выполнению функции основного привода 1а616. Мощность А02-41-4 составляет порядка 4 кВт.
Напряжение, при котором работают оба двигателя, зависит от условий применения токарного станка. Для работы в условиях домашней мастерской достаточно напряжения сети в 220 В. При выполнении работ в рамках промышленного предприятия требуется гораздо большее напряжение сети. Поэтому на предприятиях ее напряжение составляет порядка 380 В. Некоторые виды токарно-винторезного станка 1а616 способны работать от сети, имеющей напряжение 500 В.
Лампа освещения аппарата работает от напряжения сети в 36 В. Ее питание обеспечивается за счет работы понижающего трансформатора. Сам по себе токарный станок 1а616 не имеет двигателя, который отвечает за быстроту хода суппорта. Остановка электродвигателя осуществляется за счет постоянного тока. Важно отметить, что остановка двигателя при действии тока происходит одновременно быстро и плавно, при этом сам двигатель не нагревается.
Работа коробки передач и резание на станке
Суппорт получает движение подач от шпинделя. Происходит движение резьбового резца на суппорте. Коробка подач поддерживает 48 скоростей. Фактически используются 22 скорости, так как некоторые скорости просто совпадают друг с другом. Мелкозубая муфта включает подачу суппорта.

Она идет продольно, а поперечная подача обеспечивается за счет ходового винта, который получает движение от вала.
Если резьба осуществляется с шагом от 1 до 6 мм, то винтовая поверхность формируется благодаря вращению, которое идет от шпинделя. Звено увеличения шага применяется в тех случаях, когда требуется увеличить шаг резьбы. Для этого шестерни сдвигаются вправо до тех пор, пока не зацепятся левые шестерни и шестерни полого вала.
При резании происходит одномоментное вращение как шпинделя, так и заготовки, которая подлежит обработке. Сам суппорт вместе с резцом движется поперечно и продольно относительно ходового вала. Привод перемещения состоит из двух клиноременных передач, резцедержателя, имеющего четыре позиции, и 12-ступенчатой коробки скоростей. Последняя имеет три вала. В ее составе имеется три двойных блока и одна подвижная шестерня. Благодаря блокам увеличивается количество скоростей на выходном валу. Когда кулачковая муфта включена, обороты от полого вала идут на шпиндель.
Винторезный станок 1а616 позволяет делать такие движения руками, как:
- фиксация суппорта,
- перемещение пиноли задней бабки,
- повороты держателя резца.

Порядок эксплуатации станка
Для нормального функционирования аппарата необходимо выполнить его правильную установку.
Во-первых, станок должен плотно крепиться к фундаменту. Это делается при помощи болтов. В качестве альтернативы фундаменту допустимо использование другого основания. Например, подушки из бетона.
Важно, чтобы высота такой подушки составляла не меньше 150 мм. ГОСТ 42-56 устанавливает правила проверки работы агрегата.
Перед первым пуском в качестве проверки работоспособности станка необходимо выполнить ряд подготовительных работ, последовательность которых заключается в следующем:
- чистка узлов станка от следов коррозии (при ее наличии),
- проверка наличия масла, необходимого для работы станка,
- добавление жидкости для охлаждения в предназначенный для этого бак в тех случаях, когда токарные работы должны производиться с охлаждением,
- проверка состояния электропроводов,
- включение станка и производство работ.

Процесс работы станка марки 1а 616 проходит 8 основных этапа:
- фиксация изделия в патроне или между его центрами,
- закрепление резцов (от 1 до 4) в фиксаторе, который находится на суппорте,
- закрепление инструментов в пиноле задней бабки,
- настройка частоты вращения шпинделя при помощи переключателей на коробке передач,
- приведение ходового вала в действие через нажатие кнопки пуска, расположенной на коробке передач,
- замена шестерней и регулирование рукояток коробки передач для настраивания требуемого шага резьбы,
- поворот рычага реверса вправо для включения механизма, с помощью которого происходит увеличение шага резьбы,
- установка рукоятки передней бабки в положении «нормальный».
Ремонт станка
При работе со станком часто возникают проблемы со шпинделем. Именно он чаще всего выходит из строя. Для этого требуется отрегулировать зазоры подшипников и скорректировать радиальный зазор. Для этого требуется сначала подтянуть внутреннее кольцо при помощи гайки, затем закрепить стопором положение и проверить правильность операции индикатором. Стрелка индикатора не должна отклоняться больше, чем на 0,01 мм. Важно, чтобы шпиндель мог при этом крутиться свободно.
В ряде случаев требуется настроить осевой зазор у шпинделя. Для этого потребуется убрать защитный колпак. Далее, пинолью делается давление на переднюю часть шпинделя так, чтобы гайка начала касаться втулки. Гайку необходимо затянуть, но не до самого конца.
Ремни коробки скоростей на шпинделе токарно-винторезного станка тоже имеют свойство изнашиваться и выходить из строя, что требует их регулировки и замены.
Регулируются ремни коробки следующим образом:
- отвинчивание крепежных винтов,
- регулировка ремней при помощи гаек,
- закрепление винтов в прежнее положение.
Замена ремней включает в себя следующие действия:
- снятие защитного колпака,
- снятие фланца, винтов, гаек,
- снятие трубки, которая подает масло,
- вкручивание в отверстия винтов М12 до тех пор, пока из передней бабки не выйдет букса,
- вставка в отверстие ремней на шов,
- фиксация буксы на место, а следом других деталей.
Выключатель перед любыми ремонтными или регулировочными работами необходимо запирать или отключать во избежание возможного неожиданного его включения. Перед ремонтом требуется удалять предохранитель из распределяющего шкафа. При разборе станка первая часть работы подразумевает отсоединение проводов и извлечение насоса. Далее, отсоединяется электропроводка.
После проведенного ремонта необходимо убрать с корпуса станка ненужные предметы, проверить ограничители и блокировку, а также исследовать агрегат на наличие стука, заеданий, шумов.
Видео по теме: Токарный станок 1А616
 (Пока оценок нет)
(Пока оценок нет)




