Специалисты обслуживающие подобные станки занимаются подбором специальных приспособлений, установку специальных инструментальных блоков.
Корректировка инструмента в ЧПУ, наладка всех механизмов, узлов, изменение запрограммированных режимов обработки – проводится наладчиком, обслуживающим подобные агрегаты.
Требования
Станок ЧПУ, как правило, использует такие же режущие механизмы, как агрегаты ручного управления, но к ним предъявляют значительно больше требований, касающиеся:
- жесткости крепления,
- взаимной замены,
- качества точения,
- износостойкости.
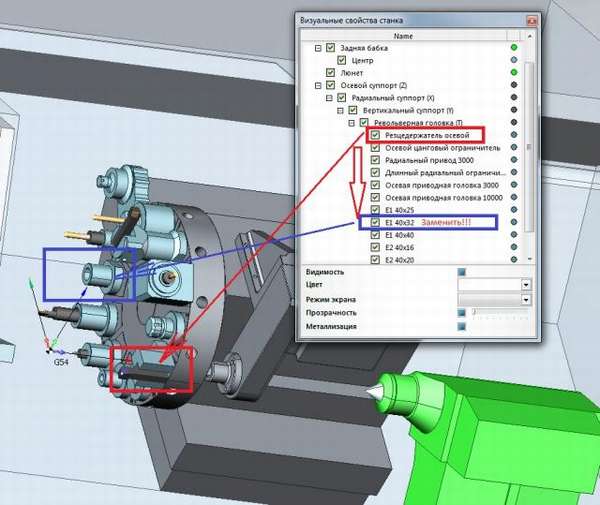
Приспособления на всех станках с ЧПУ обычно крепятся при помощи специальной державки, правящих резцов.
О системах лазерного корректирования
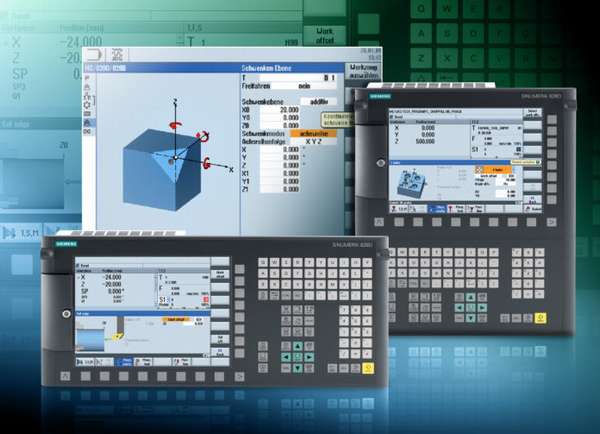
С помощью управляемой системы производят коррекцию радиуса, длины, режущих кромок. Производится коррекция инструмента, измерение необходимых параметров разными способами, обычно, при использовании бесконтактных лазерных системных измерений.
Применяя их можно стабильно, быстро выполнять измерения используемых в станке механизмов. Еще пользуется популярностью компактный системный модуль Laser Control, измеряющий радиус, длину применяемых приспособлений.
Интересно. При помощи, например, лазерной системы измерения Blum, можно измерять инструменты имеющие диаметр 0,1мкм, скорость оборота шпинделя около 200 тыс./мин.
Три способа корректирования инструментов
Для таких станков есть три способа программирования, корректирования обработки деталей:
- ручная отладка,
- программное управление с пульта устройства,
- при помощи систем CAD/CAM.
О ручной коррекции
При обработке различных изделий по запрограммированным ранее режимным моментам, могут сопутствовать такие неприятные явления как:
- образование сливной стружки, возникающие при точении, что часто является причиной поломки механизмов, применяя специальные корректоры подачи, можно, увеличив ее параметры, достичь более мелкого измельчения стружек,
- шероховатость, находящаяся ниже технических условий чертежа, ее регулируют понижением величины подачи,
- сопровождающееся гудением резание из-за вибрации во время резки. Погасить такую вибрацию рекомендуется изменением скорости движения резца или увеличивая подачу.
О запрограммированных коррекциях
Корректировать инструментальные приспособления можно программированием радиуса или их длины. Для этого программами предусмотрены такие функции как:
- G43 положительное изменение его длины,
- G44 отрицательная поправка,
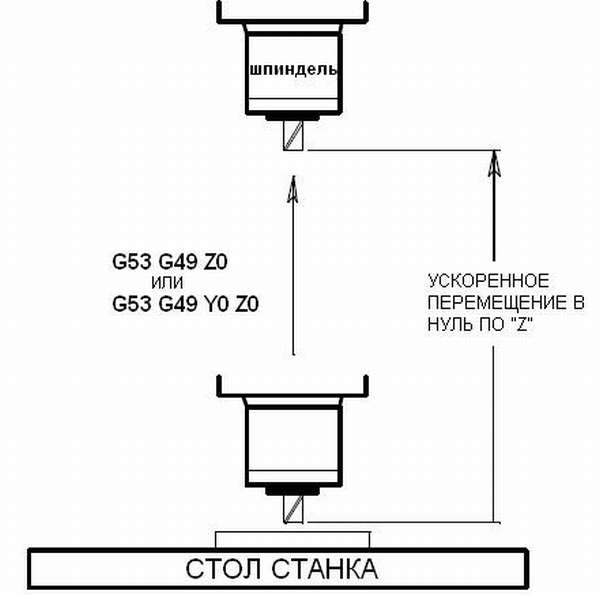
- G49 отмена корректировок.
Схемы и виды корректировки инструментов в ЧПУ очень разнообразны, зависят обычно от возможностей самого станка, его класса. А, следовательно, для разных станков корректирующие значения могут отличаться, им соответствуют даже разные команды. К примеру, команда отмены корректирования на одном станке обозначается G40, а другом G49. Линейная правка часто обозначается единым для всех кодом G52.
О линейной коррекции
При необходимости выполнить прямоугольное формообразование, линейную корректировку производят обязательно по параллельным осям. Таким образом, происходит складывание числа набранного на самом корректоре с перемещением, которое задано программой станка. Но корректирующий знак указывается или набирается на пульте корректора устройства.
Внимание. Знак коррекции иногда задают командой программы, тогда алгебраическое действие происходит независимо от знака, который указан корректором пульта.
О корректировании радиуса инструментов
Многие современные устройства имеют возможность программирования обработки изделий непосредственно по их контуру без заданных точек траектории. Применение корректирующих изменений на их радиус делает заданный контур изделия независимым от выбора диаметра употребляемого механизма. Для этого в саму программу заносят исходные значения контура изделия без учета параметров режущих приспособлений.
Стойка станка автоматически может рассчитывать векторы коррекции, но для этого необходимо указать направления траекторий для всех механизмов. Для задания программе направления изменения используют специальные команды, такие как:
- G41 для включения корректирования влево от заданного программой направления,
- G42 для включения вправо,
- G40 отключение корректирования.
Важно. Обычно величину коррекции заносят в специальную таблицу корректоров стойки ЧПУ.
О CAD/CAM системах
С помощью компьютера эти системы могут сами рассчитывать траектории направления, учитывая размеры выбранных приспособлений. Команды на включение-выключение корректирования, на пульт не выводятся, оператор не может влиять на какие-либо изменения во время процесса обработки. Зато сама система достаточно корректно обрабатывает все недочеты, гарантирует качество необходимой траектории, отсутствие заломов. Еще этими системами производятся:
- правильные расчеты по износу инструментов,
- расчет и корректировка траектории их перемещения,
- корректную работу функции «обратный износ», по аналогии с функцией «износ», но направление происходит с противоположным знаком коррекции, то есть – от детали.
Таким системным способом можно самостоятельно моделировать корректирование инструментов, их перемещение, учитывая коррекцию их радиуса.
 (Пока оценок нет)
(Пока оценок нет)




