Рассмотрим, что же представляет из себя процесс нормирования наладочных работ на станках с ЧПУ и для чего он нужен.
Выполняя разработку сложных процессов обработки заготовок для станков с ЧПУ и программ, которые ним управляют, главным критерием считается норма времени для изготовления деталей. Без неё невозможно рассчитать зарплату для операторов станка, выполнить расчет такого показателя, как производительность труда и коэффициента загрузки техники.
Начало процесса
Обычно рабочим нужно дополнительно тратить время на процедуру подвода и отвода, изменения режима, смену инструмента. Поэтому в составе временных затрат на обработку деталей учитывается и длительность наладочного периода. Нормирование труда начинается с хронометража в условиях эксплуатируемого станка. С помощью секундомера фиксируют временные затраты, чтобы установить на станке одну деталь, затем её снять.

Тратятся минуты на техобслуживание места работы, насущные нужды оператора. При работе на станке токарно-карусельном (одностоечном), затрачивается на это 14 мин, а на двухстоечных – 16 мин.
Что входит в обслуживание рабочих мест
Процесс обслуживания станка включает в себя:
- организационные мероприятия – осмотр станка, его разогрев, опробование оборудования: обкатка гидросистемы и ЧПУ. Какое-то время уходит, чтобы вместе заданием (наряд, чертеж, программоноситель), получить от мастера инструктаж и инструменты, предъявить первый полученный образец детали в ОТК, смазать и очистить станок в период смены, убрать место работы после ее завершения. Постоянные временные затраты на выполнение комплекса оргработ на токарно-карусельном оборудовании, соответственно с нормами, становят 12 мин. Когда же потребуются усилия по дополнительному обслуживанию, вводится соответствующая поправка,
- технические мероприятия – замена инструмента, который затупился, регулировка станков на протяжении смены и наладка. Есть и другие обязательные труды: в ходе рабочего процесса из зон резания или точения надо постоянно удалять стружку.

Затраченное время на наладку станка
В документах, где отражаются нормы труда, определено время на наладку оборудования, зависящее от его конструкции. Если обработка выполняется на токарном станке с чпу, за основу расчета принимают нормативы установки и снятия режущего инструмента.
Когда надо выполнить коррекцию положений инструментов, обрабатывающих пробные детали, период обработки детали входит в длительность подготовительного этапа.
Нормы для наладки и техобслуживания токарных автоматов – важный типовой норматив. Их закладывают в суммарное время на производство одной детали и, соответственно, они формируют экономические показатели работника и производства в целом.

Сборники нормативных документов
Нормировщики заводов и фабрик, где применяются станки с числовым и программным управлением, используют в расчете рабочего времени нормативы, заложенные в документах:
- Едином тарифно-квалификационном справочнике работ,
- Общероссийском классификаторе профессий рабочих,
- Едином квалификационном справочнике должностей руководителей и специалистов,
- Сборниках норм труда по работам, которые выполняются для наладки программируемого оборудования.
ВАЖНО! Вся эта нормативная литература – базовая для руководителей всех звеньев и кадровых структур.
Без неё невозможно определение времени для выполнения определённых объёмов работ, количества специалистов, которые нужно задействовать, и норм времени, используемых при разработке карт для технологических процессов.
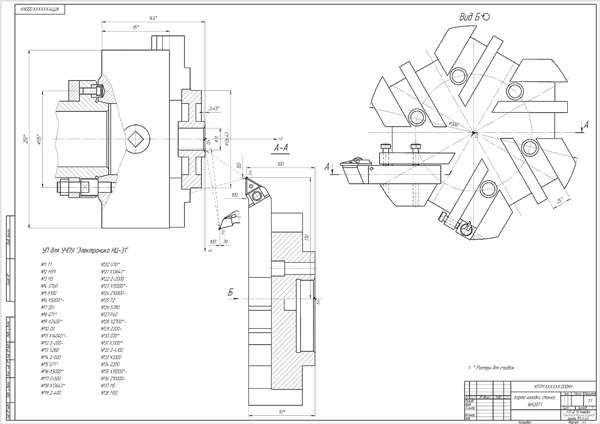
Карты наладки
Под станок определённого типа выполняется разработка строго нормированной длительности производственных наладочных операций и за ним закрепляется карта наладки. Занимаясь разработкой, учитывают многие факторы ради получения заключительной картины.
Норма времени, выделяемая станочнику, предусматривает:
- специфику порядка диагностики станочного парка,
- наличие нескольких вариантов режима наладки,
- соблюдение требований к обслуживанию.
С целью определения нормы трудоемкости (единица измерения – человеко-часы или человеко-минуты) любой работы, учитывают время, на протяжении которого одна деталь обрабатывается на данном станке. Нормировщик также оперирует понятием штучной нормы времени, определяющей суммарное время в соответствии с видами работ.
Соответственно ему, общее время разбивается на основные и вспомогательные отрезки, мероприятия оргтехобслуживания, переходы между станками при многостаночном обслуживании, наблюдения за рабочим процессом, паузы, обусловленные эксплуатацией оборудования.
Институт труда располагает результатами нормирования для оборудования фрезерной и сверлильно-расточной групп, нормативами обеспечены токарные станки и автоматические линии.
ВАЖНО! Зная нормативы, руководители определяют степень занятости рабочего (вычисляется его интенсивность труда), распределяют зоны труда и устанавливают оптимальный рабочий темп.

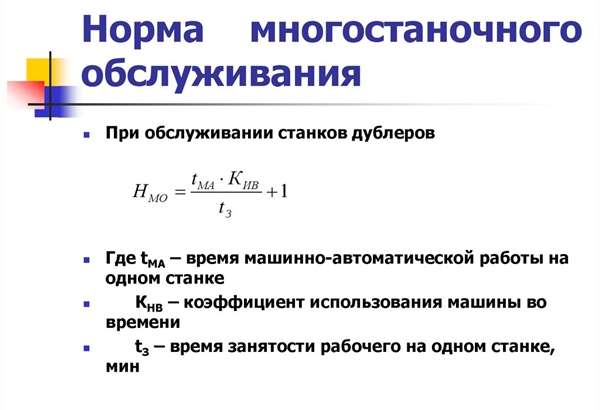
Многостаночное обслуживание – подходы к расчету времени
На заводах с высокой степенью автоматизации, практикуется многостаночное обслуживание станков с чпу (формы организации труда – в бригадах, звеньях и индивидуально). Соответственно, закрепляются и зоны обслуживания.
Многостаночным обслуживанием предусмотрены затраты времени на:
- предварительный нагрев оборудования при холостом ходе, если это предусмотрено инструкцией по эксплуатации токарной техники,
- работу по программе управления станка с обслуживанием рабочего места,
- установку заготовок, снятие деталей и контроль их качества,
- восполнение личных нужд оператора,
- потери запланированного плана,
- выполнение подготовительно-заключительного этапа работы,
Классификацию многостаночного труда осуществляют по работам, зонам, видам и системам, функциям, выполняемым многостаночником.
Системы и методы обслуживания станков
На предприятиях практикуется циклическая система обслуживания – на рабочих местах и поточных линиях для станков, имеющих равную или близкую по величине протяженность времени, за которое осуществляется обработка детали. Ей характерен постоянный поток требований. Нециклическое состоит в том, что оператор сразу идёт обслуживать станок, где завершился автоматический режим работы. Ему характерны случайные требования на обслуживание.
Возможны и другие методы:
- сторожевой, рабочий ведет наблюдение за всем станочным парком, закреплённым за ним, попутно определяя потребность в обслуживании. При приоритетном –очередность в обслуживании определяется оператором, исходя из стоимости обрабатываемых деталей.
- маршрутный, он заключается в обходе группы станков по заранее установленному маршруту.
Обслуживание нескольких станков, имеющих одинаковую или разную продолжительность операций по обработке заготовок, имеет свои нюансы. Однако все они подлежат нормированию в ходе тщательной разработки производственного процесса.

Заключение
На станках с ЧПУ для нормирования наладочных работ, нужно учесть много нюансов при расчете длительности выполнения различных операций.
Определяя заключительное время обработки детали на одном станке (речь идёт про токарную или фрезеровочную технику), нормы рассчитывают и для всего станочного парка.
 (Пока оценок нет)
(Пока оценок нет)




