При пайке металлов применяются разнообразные материалы и припои, но олово наиболее удобный и доступный материал, не требующий применения мощного нагревательного инструмента. И по этому мы рассмотрим сегодня вопрос, как использовать олово при пайке ниже.
Что можно соединять пайкой оловом? Наиболее легко поддающиеся пайке материалы это: железо, сталь, латунь, бронза, медь. Так же оловом можно выполнять пайку серебра, цинка и свинца.
Какой применяется инструмент для пайки?
Чтобы выполнить пайку или лужение, олово необходимо нагреть до температуры плавления (порядка до 250 градусов), для этого используется разнообразный нагревательный инструмент:
- паяльники, металлический инструмент с разнообразными формами жала, разогреваемый с помощью внешнего источника нагрева, например, газовой или бензиновой горелки,
- электропаяльник, комплектуются сменными жалами различной формы и размера, в конструкция паяльника состоит из паяльного стержня, вокруг которого намотана, изолированная от корпуса, нагревательная спираль различной мощности,
- газовые горелки, переносной ручной инструмент, оснащенный заправочной емкостью для газа и сменными соплами для формирования пламени разной величины и формы.

Зачем нужен флюс?
Запаиваемые металлы, поверхности, проводники, как правило, покрыты оксидными пленками и имеют жировое загрязнение. Для их удаления и предотвращения появления применяют флюс. Наиболее часто флюс (паяльную кислоту) готовят на основе взаимодействия цинка с соляной кислотой. При пайке медных проводников такой флюс применять нельзя, так как он быстро разрушит тонкую проволоку. В этом случае используют спиртовой раствор канифоли или сосновой смолы. Если же необходимых ингредиентов не оказалось под рукой, то можно воспользоваться таблеткой аспирина, разведя её в 10-20 мл воды.
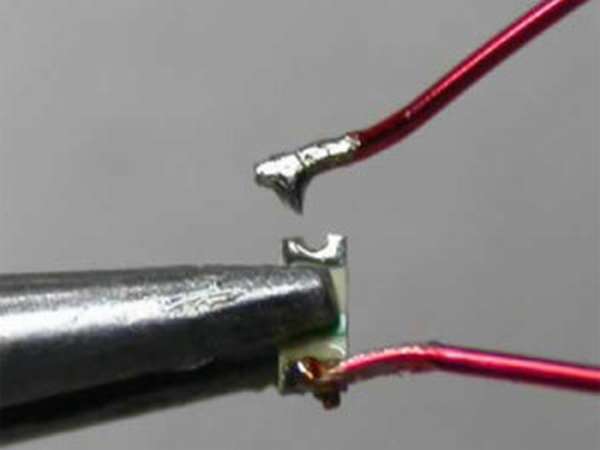
Как правильно выполнить пайку?
Что бы запаянное соединение было ровным и прочным необходимо следовать следующим рекомендациям:
- соединяемые поверхности или проводники зачистить,
- нанести флюс или расплавленную канифоль,
- залудить с помощью паяльника,
- соединить проводники(поверхности) и хорошо разогретым паяльником нанести припой/олово.
Причины неудач
Основные причины неудачной пайки заключаются в использовании неподходящего инструмента, неподходящих материалов и недостаточность понимания свойств олова. Если обрабатываемый материал поддается пайке, то причин неудач может быть всего две:
- недостаточный нагрев запаиваемых деталей, что говорит о неправильном выборе паяльника,
- применение не подходящих к условиям флюсов.
В случае объемности запаиваемых деталей, в процессе пайки, олово может начать быстро терять тепло и выходить из состояния текучести, что легко устранить за счет применения ручной газовой горелки.
 (Пока оценок нет)
(Пока оценок нет)




