Широко применяемый в промышленном производстве токарный станок 1А616 выпускается со времен СССР и до сих пор пользуется определенным спросом у специалистов. Большинство известных моделей токарных станков типа 1А616 предназначаются для обработки небольших заготовок.
Функциональные возможности станка 1А616
Функционал данного оборудования представлен перечисленными ниже операциями:
- обтачивание поверхностей деталей произвольной формы (включая их торцевание),
- точечное сверление,
- вырезка канавок различной глубины,
- развертывание стандартных отверстий,
- подготовка резьбы посредством резца или метчика,
- формирование сетчатых рифлений.
Наличие большого числа всевозможных функций превращает токарно-револьверные станки в универсальные механизмы, к числу достоинств которых относят и их низкую стоимость.

Основная комплектация и технические характеристики оборудования
В комплект станков марки 1А616 входят образцы резцов твердосплавных, по необходимости применяемых для нарезки резьбы. Помимо этого в нем имеется специальный набор быстрорежущего инструмента.
Станок располагает следующими рабочими характеристиками:
- Предельная длина заготовок, подлежащих обработке – 71 см.
- Диапазон выполняемого на станке обтачивания – 66 см.
- Предельный размер устанавливаемых болванок, закрепляемых сверху суппорта – 18 см, а непосредственно над станиной – 32 см.
- Диаметр рабочего вала под шпиндель – 3,5 см.
- Масса станины с навесным оборудованием – 1,5 тонны.Резьбовой конец вала шпинделя имеет тип «6К».
И, наконец, габариты станочного корпуса в классическом исполнении составляют 2,1х1,22х1,2 метра.
Органы управления
Смещение суппорта станка осуществляется по винтовой оси в ручном режиме (его максимальная величина достигает 195-ти мм). Для продольного перемещения используется специальный вал, обеспечивающий максимальный сдвиг в 670 миллиметров. Параметры подач практически одинаковы, они выбираются оператором в границах от 0,065 до 0,91 об/мин.

Допускается заменять входящие в механизм шестерни на их прецизионные аналоги, что гарантирует получение сверхточной резьбы. Для подготовки стандартной нарезки менять скорость подача нет необходимости. При работе в прецизионном режиме ходовой винт включается напрямую.
Коробка скоростей станка
Специфика устройства 1А616 допускает переключение оборотов рабочего вала в большом диапазоне вращающих моментов. С этой целью в его составе предусмотрена 12-ти скоростная коробка передач (КП), благодаря которой точность нарезания резьбы заметно повышается.
Этот узел устанавливается во внутренней полости оборудования и закрепляется таким образом, чтобы его можно было смещать по вертикали.
Обратите внимание: Подвижное крепление коробки позволяет регулировать натяжение передаточных ремней.
Для управления КП на станине имеются две рукоятки, перемещаемые влево и вправо. Одна из них рассчитана на 4 положения, а другая – на три.
Передняя бабка
Этот узел располагается спереди станины и приводится во вращение от 12-ти скоростной коробки передач посредством ременного привода. Особенности устройства передающей момент вращения муфты позволяют увеличить число режимов обработки с 12-ти до 24-х. А так как 3 позиции уже предусмотрены в переборном устройстве – всего главный узел может работать с 21-ой вращательной скоростью.
Дополнительная информация: Переключение с механизма перебора на муфту и обратно осуществляется посредством специальной рукояти.
Передняя часть конусообразной шейки вала фиксируется в двурядном подшипнике качения, местоположение которого можно регулировать. Другой ее конец закрепляется в неподвижном однорядном подшипнике скольжения. Помимо этого, в узел встраивается шариковая опора, принимающая продольную нагрузку от вала.
Фартук
В изделии модели 1А616 закрытая конструкция фартука предельно упрощена. В его состав входят механизмы, обеспечивающие движение суппорта в двух направлениях. Оно осуществляется посредством 2-х рукояток, каждая из которых ответственна за свое направление. Их запуск осуществляется круговым движением на себя, а остановка – таким же смещением, но только от себя.
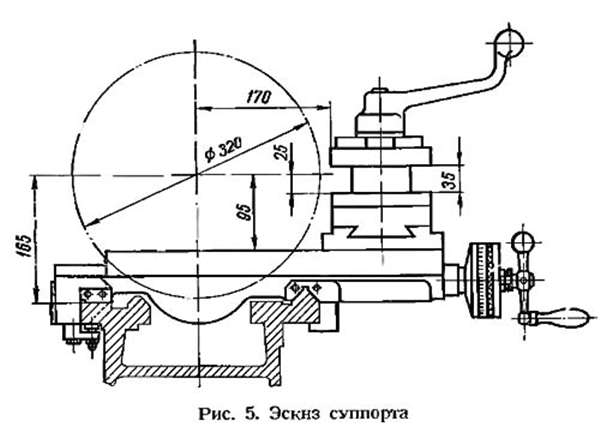
Суппорт токарно-винторезного станка
Движение подачи суппорта передается ему от приводного шпиндельного узла. Его конструкция предусматривает не только продольное, но и поперечное смещение.
При этом за движение продольного резания ответственны ременные передачи, а также уже рассмотренная ранее 12-ступенчатая коробка передач.
Задняя бабка токарного станка
Основное назначение заднего узла – надежно поддерживать при обработке негабаритные заготовки, обеспечивая их статическую и динамическую центровку. Кроме того, с его помощью осуществляется фиксация режущего инструмента. Сам узел крепится к направляющим станины посредством болтового сочленения, управляемого специальной рукояткой.

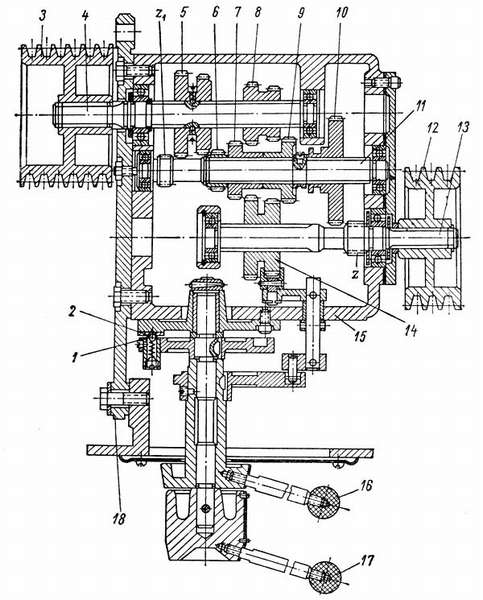
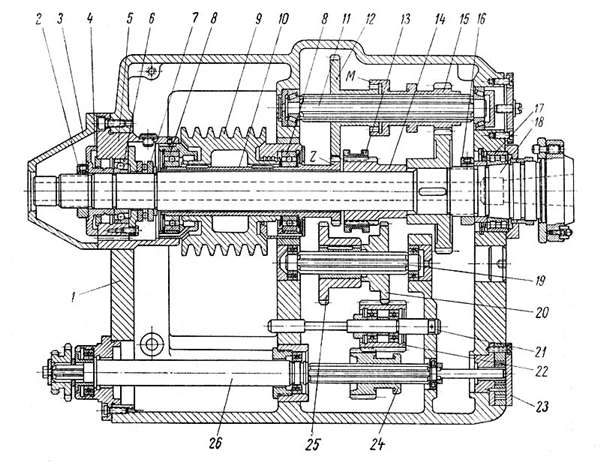
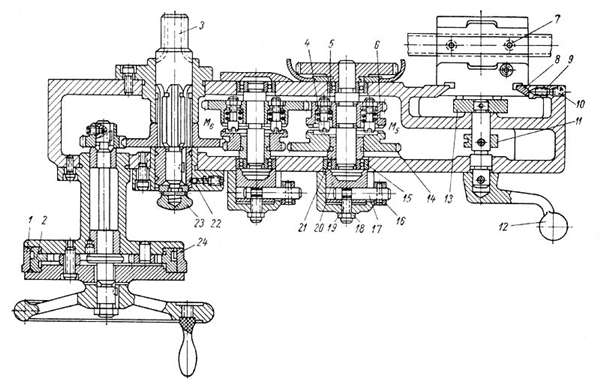
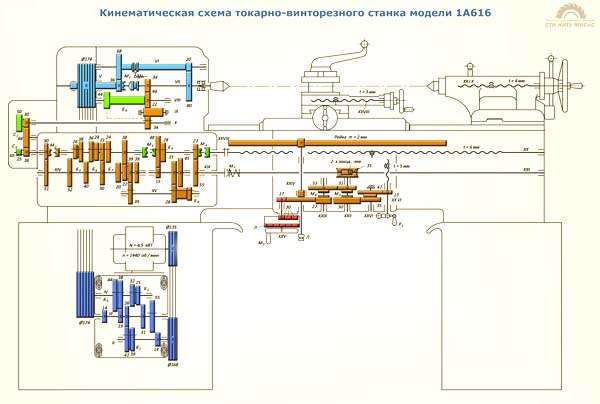
Кинематическая схема
Рассматриваемая схема позволяет представить расположение всех рабочих узлов агрегата и входящих в их состав механизмов. Для ознакомления с ней достаточно заглянуть в паспорт изделия.
Изучив кинематику станка 1А616 (рисунок ниже), любой оператор станка без труда разберется со всеми тонкостями его функционирования. Кроме того, благодаря этим знаниям удается использовать все возможности механизма и при необходимости совершенствовать свое мастерство.
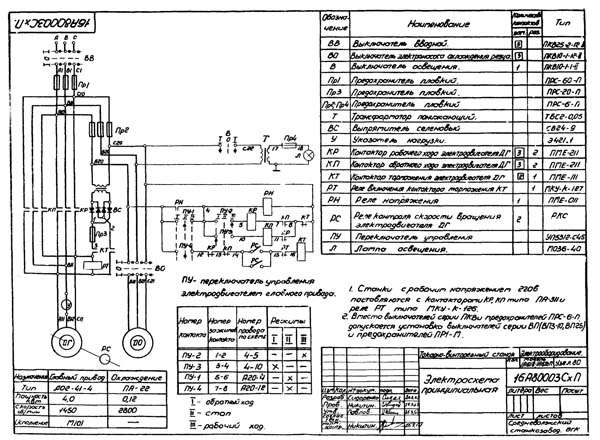
Электрическая система станка
Электрическая схема содержит такие обязательные элементы, как:
- вставки предохранительные (три штуки),
- выключатели различного назначения,
- коммутирующие элементы (реле и контакторы),
- осветительные приборы,
- выпрямители и понижающие преобразователи.
Помимо этого в нее входят электродвигатель основного привода (380 Вольт, 4 кВт), а также движок насоса, обеспечивающего охлаждающей жидкостью зону резки. Более подробно ознакомиться с ней можно на рисунке ниже.
Правила эксплуатации 1А616
Для освоения техники эксплуатации станка потребуется разобраться с такими категориями как его первый пуск, а также приемы обработки металлов, обслуживание и уход.
Первый пуск токарного агрегата 1А616
Особое внимание запуску агрегата в работу объясняется невозможностью предусмотреть осложнения в его функционировании после поступления со сборочного конвейера или длительной консервации. Указанная процедура включает в себя следующие обязательные операции:
- расконсервирование станка,
- заливка охлаждающего реагента и масла,
- визуальный осмотр элементов конструкции и электропроводки на предмет их целостности.
По завершении подготовительных действий можно будет запускать станок в работу.

Ход впуска и металлорезание
Приводимый в движение от электродвигателя шпиндель станка выполняет функцию держателя лишь в ситуации, когда требуется нарезать резьбу длиной не более 6-ти мм. При необходимости большего резьбового смещения придется воспользоваться функцией перебора и повышенного сдвига. С этой целью потребуется организовать одновременное смещение ведущего вала и обрабатываемого изделия.
Этого удается добиться за счет раздельных двигательных приводов, опосредованных следующими передаточными узлами:
- Суппортом с4-мя рабочими позициями.
- 12-ти ступенчатой КП.
- Уже рассмотренной ранее ременной передачей.
Все вместе взятое, действуя одновременно, обеспечивает достижение требуемой синхронизации движений.
Обслуживание и уход
Обслуживание и уход за станком предполагают регулярное выполнение следующих обязательных операций:
- контроль рабочего уровня масла в агрегате и доливка его при необходимости,
- периодическая протирка открытых металлических частей от масляных подтеков и налета ржавчины,
- проведение профилактических мероприятий согласно утвержденным графикам обслуживания.
Лишь при условии выполнения этих пунктов удастся обеспечить бесперебойную работу оборудования.

Техника безопасности при работе со станком
Соблюдение техники безопасности при работе с агрегатом 1А616 сводится к выполнению следующих требований:
- Во время работы станка не допускается касаться рукоятей, располагающихся на КП и задней бабке.
- В процессе обработки деталей обязательно применение экранной (защитной) сетки.
- При работе с центрированными изделиями с хомутами необходимо использовать специальный патрон, оснащенный защитным ободом.
И, наконец, согласно инструкции по эксплуатации, дверцы станка должны быть плотно прикрыты во время процесса обработки заготовок.
 (Пока оценок нет)
(Пока оценок нет)




