Универсальные токарные станки из серии 165 относились к самому распространённому оборудованию на советских заводах и других промышленных предприятиях.
Главными рекомендациями стала высокая степень надёжности и неприхотливости. Установка не требует повышенного внимания, что подтвердил экспорт токарного станка 165 за рубеж.
Технические характеристики
Оборудование обладает следующими характеристиками технического плана:
- Общая масса до 12 800 килограмм.
- Габаритные размеры: 6140 на 2200 на 1770 миллиметров.
- В центрах максимальный размер для обрабатываемых деталей – 8000 килограмм.
- 22 кВт-ный электрический двигатель.
- Перемещение суппорта с ускорением в поперечном направлении составляет 1 метр в минуту.
- В случае с перемещением вдоль показатель равен 3 метрам.
Габариты станка
- Пределы частот для шпинделя – 5-500 оборотов в минуту.
- Всего имеется 24 ступени частот вращения шпинделя.
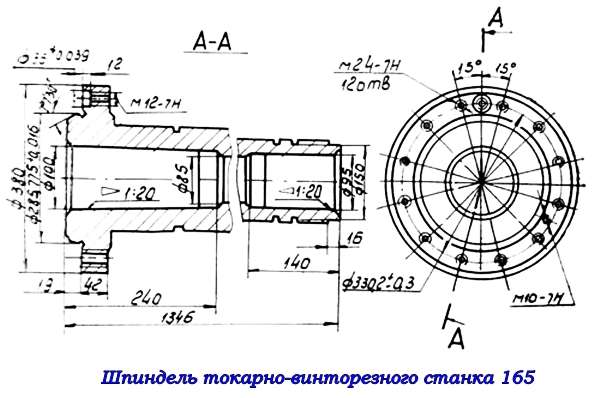
- Диаметр, равный 128 мм – у отверстия в форме цилиндра внутри шпинделя.
- По DIN размер конца шпинделя передней бабки равен 2-15.
- Расстояние от одного центра до другого – 3 тысяч до 10 тысяч миллиметров.
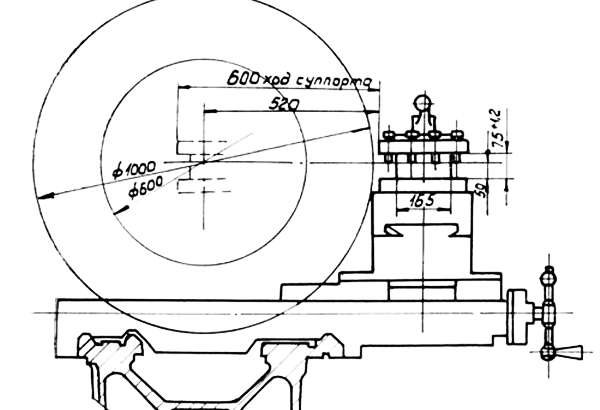
- Диаметр обработки над суппортами – 650 мм.
- Наибольший диаметр обработки над станиной – 1000 мм.

Паспорт станка
Так называется документ, где описаны основные габариты инструмента. Помогает разобраться в том, где какая часть или деталь находится. Но некоторые сведения могут не соответствовать реальности. Например – информация относительно скоростей.
Назначение
Токарно винторезные станки созданы для обработки деталей, чья длина средняя, либо большая. Представители объектов с мелкосерийным и единичным производством оценили преимущества оборудования. Станок позволяет выполнять:
- Внутреннее сечение.
- Наружное сечение.
- Точение корпусов.
- Растачивание.
- Сверление.
- Нарезание резьб.
Даже высокие скорости не должны доставлять хлопот при использовании оборудования.
Особенности конструкции
Любой станок включает в себя некоторые типовые компоненты. Они определяют, какой функциональностью обладает та или иная разновидность оборудования.
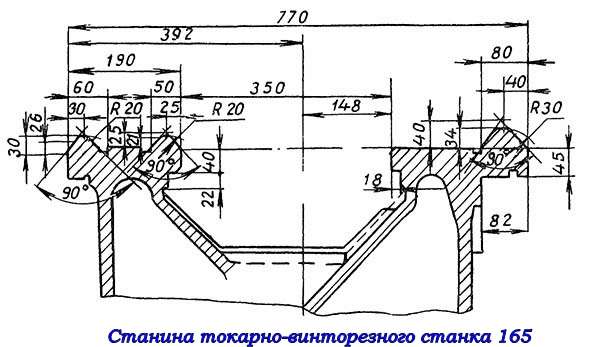
Станина
Станина выполняет роль несущего элемента. Остальные детали крепятся к этой части. Конструктивно данная часть выглядит как две стенки, которые соединяются друг с другом. Жёсткость в определённой степени ей придают поперечные элементы, организующие соединение. Станок снабжается отдельными частями, двигающимися по станине.
Для решения данного вопроса и предусмотрены специальные направляющие.
- Сечение в форме призмы есть у трёх из направляющих.
- Одна деталь – плоская.
Бабка передняя
Передняя бабка нужна для одновременного выполнения двух функций:
- Заготовка полностью поддерживается, пока идёт обработка.
- Чтобы деталь определённым образом вращалась.
Лицевая часть данного оборудования также вмещает рукоятки, отвечающие за управление скоростями. Благодаря этому шпиндель может вращаться с определённой частотой.
Рядом с рукояткой обычно располагают специальную схему. Её достаточно изучить один раз, чтобы понять, когда и какая деталь включается.
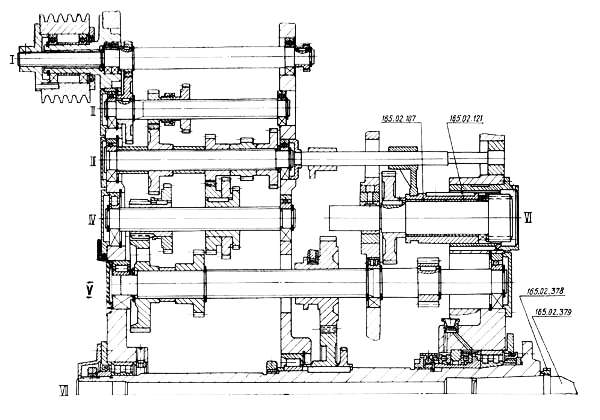
Бабка впереди вмещает в себя скоростную коробку, дополненную вращательным шпиндельным узлом. Внутри этой части конструкции можно использовать специальные подшипники для качения или скольжения. На конце шпинделя фиксируют патрон устройства, в процессе обязательно используется соединение с резьбами. Данный узел способствует тому, что деталь вращается определённым образом, пока идёт обработка.
Для перемещения каретки у станка применяются направляющие станины, у которых сечение призматическое. Эта деталь должна соблюдать некоторые свойства вроде точности, прямолинейности. Пренебрежение подобными условиями не позволит получить качественную работу в итоге.
Бабка задняя
В станках помещаются задние бабки, выпускаемые в разных вариантах. Она тоже необходима для решения нескольких задач:
- Фиксировать детали со значительной длиной.
- Закрепить различные инструменты вроде метчиков, свёрл, развёрток далее.
Бабка спереди фиксирует дополнительный центр, в передней части. Бывает вращающейся, либо неподвижной.
Если детали надо обрабатывать быстро – актуально решение с вращающимся задним центром. То же касается снятия стружки со значительным сечением. Такие обстоятельства приводят к следующему виду конструкции задних бабок:
- В отверстии пиноли помещаются два подшипника.
- Один из них – передний упорный, а второй – задний радиальный.
- Имеется втулка. У неё внутренняя часть растачивается под конус.

Упорный шарикоподшипник принимает часть осевых нагрузок, с которыми связан процесс обработки. Задний центр фиксируется при участии конусного отверстия у втулки. Можно использовать стопор для жёсткой фиксации втулки. Это актуально при необходимости закрепления других инструментов. Тогда инструмент и другие детали не будут двигаться, владелец забывает о проблемах.
В некоторых случаях задний центр бабок остаётся неподвижным – при закреплении пользуются специальными плитами, за движение которых отвечает направляющая часть. В такую бабку устанавливают пиноль, которой при перемещении требуется специальная гайка. Внутри пиноли – отверстие, с формой конуса. Здесь место расположения и двух других компонентов:
- Центр станка.
- Хвостовик от осевого инструмента.
Энергия переходит к пиноли и гайке, когда начинает движение специальный вид маховика, соединённый с винтом. Поперечное движение пиноли тоже допустимо, что позволяет обрабатывать детали, с корпусом пологого типа.

Суппорт и каретка
Суппорт делает так, что резцедержатели двигаются в любой плоскости – наклонной, поперечной или продольной. Токарные станки позволяют сообщать движение механически, либо ручным образом. Изучение чертежей суппортов даёт понять, как проходит перемещение инструмента вместе с заготовкой:
- Направление продольного типа предполагает использование таких же салазок. Ещё эта часть станка носит название каретки.
- Соответственно, поперечное движение осуществляется на основе поперечных салазок. Поворотная составляющая у конструкции монтируется с этой целью. Установка не доставит проблем при соблюдении указанных условий.
Резцедержатель должен располагаться над суппортом. Части разрабатываются для одного места, либо сразу для нескольких. Обычные разновидности резцедержателей – это корпус с прорезью, выполненный в форме цилиндра. В прорезь устанавливается рабочий инструмент. После этого проводится закрепление, с помощью болта.
Головка с резцом внизу выполнена по форме как буква Т. Благодаря такому виду деталь без проблем входит в паз. Крепление резцедержателя может существовать в нескольких вариантах.

Фартук станка
В фартуке размещают две муфты, мелкозубого типа, за счёт которых в каждой из осей двигаются комплекты кареток с суппортами. Каждый вид хода – вдоль или поперёк, управляется отдельной рукояткой. При включении рукоятки поворачиваются на себя, при выключении – от себя.
Фартук снабжается дополнительным устройством блокировки, которое предотвращает одновременное включение подачи от валика и ходового винта. Когда нарезается резьба из зацепления с рейкой рабочая шестерня должна быть выведена.

Коробка подач
Передвижение скоростей вала с ходовым винтом – вот зачем нужна коробка подач. Выбор конкретных цифр зависит от обрабатываемых заготовок, их собственных характеристик. Конструкцию можно описать следующим образом:
- Внутри находится редуктор.
- В самом редукторе несколько передач, переключаемых друг с другом.
- Крутящий момент от шпинделя передаётся входному валу коробки подач, через сменные зубчатые колёса, которые ещё называются гитарой.
- Обычное место размещения ходового вала – на коробке передач. То же самое касается винта.
- Фартук передаёт крутящий момент от предыдущих деталей.
Благодаря механизму передачи можно допускать несколько вариантов работы:
- Можно вручную двигать резец по отношению к заготовке.
- Регулирование по величине подачи.
- Реверсирование у шпинделя с подачей проходит одновременно.
- Реверсирование подачи, при сохранении у шпинделя прежнего положения.
- Подача включается и выключается, а пользователь не затрагивает шпиндель.
Для подач шпиндельные механизмы становятся главными источниками движения.

Сменные шестерни
Выходной вал передней бабки не передаст движение входному валу коробки передач без сменных шестерней. Используя различные комбинации с шестернями, легко проводить настройку по различным резьбам. Для получения основного результата используется несколько видов подач:
- Метрическая.
- Дюймовая.
- Питчевая.
- Модульная.
У каждого из вариантов свои особенные положения.
Шестерни закрепляются при помощи гаек, через шайбу. Количество зубьев вместе с модулем отображаются за счёт торцевой части сменных деталей. Они могут иметь различные зазоры в зависимости от результатов, которых необходимо добиться. Главное – регулярно смазывать шестерни и втулки, тогда они прослужат максимально долго. Через колпачковую маслёнку удобно обслуживать любые варианты конструкции.

Патроны
При токарных работах скорость вращения детали очень большая. Потому патроны должны соблюдать особые требования по эксплуатации. У станка их монтируют на передней шпиндельной бабке. Последняя соединяется с электродвигателем при помощи коробки передач и раздаточной коробки.
Изучение технических параметров у патронов обязательно, чтобы сделать правильный выбор для каждого конкретного случая. Во многом сами параметры определяются токарным станком и операциями, которые проводятся в настоящее время.
При подборе стоит обращать внимание на следующие показатели:
- Пределы вращательной частоты для патронов.
- Диаметр корпусного отверстия. В него устанавливаются прутки.
- Характеристики изделия, подвергаемого обработке. Способы фиксации – с прямыми или обратными кулачками – определяет размерный диапазон по максимуму и минимуму. Надо учитывать, какой может быть масса заготовки.
- Диаметры для выполнения работы. Это касается наружного показателя, для присоединительного пояска, расположения, размеров отверстий для крепежа.
- Конструкция. От неё зависит, как будет фиксироваться заготовка, какое количество зажимных элементов используется, как располагаются детали, можно ли установить сразу несколько.
Патроны – это сложные технологические конструкции.

Люнеты
Люнетом называют дополнительное приспособление у станков. Это основная или второстепенная опора для работы с заготовками. Инструмент придаёт устойчивости, обеспечивает дополнительную защиту от повреждений.
Составные части
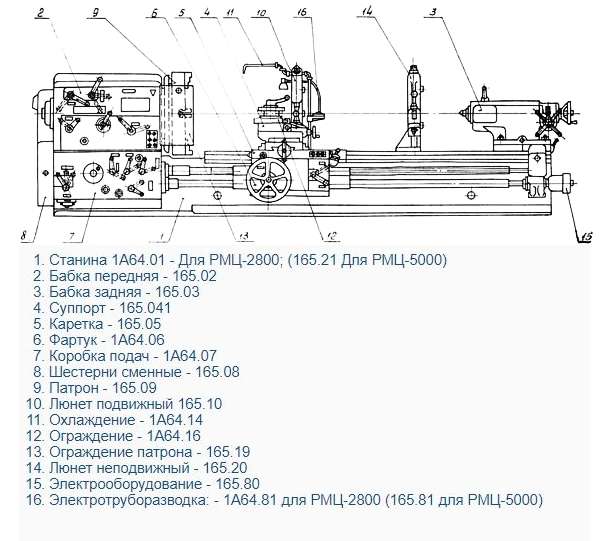
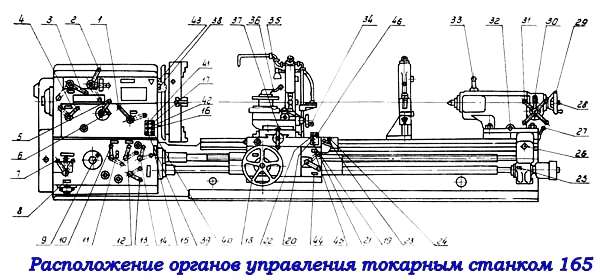
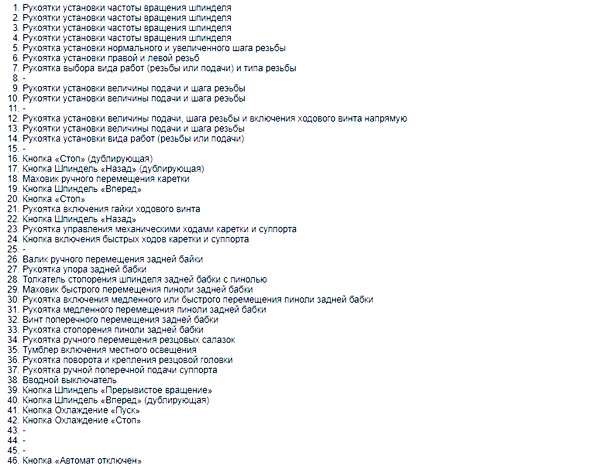
Органы управления
Кинематическая схема
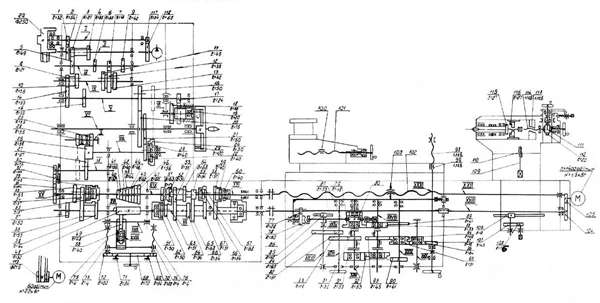
Скачать схему в полном размере
Электрическая схема
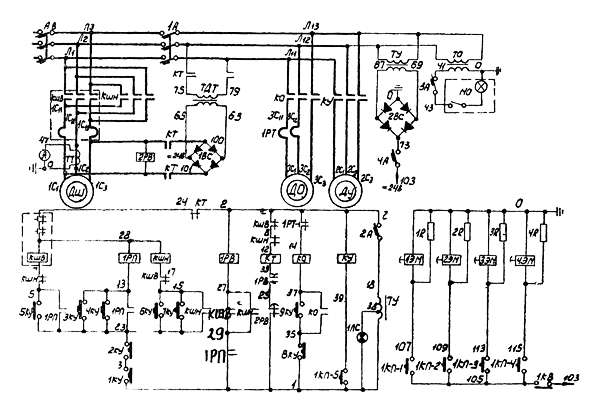
Скачать схему в полном размере
Заключение
Токарные станки стали незаменимыми помощниками для промышленных объектов в различных сферах. Особенно важно подобрать составные части, включая и электродвигатель. Только функционируя в комплексе, все элементы позволяют добиться бесперебойной работы, высокой точности обработки. Эффективность и качество выполнения операций повышается, владельцам становится проще управлять процессом, контролировать конкретные показатели.

 (5 оценок, среднее: 3,20 из 5)
(5 оценок, среднее: 3,20 из 5)




