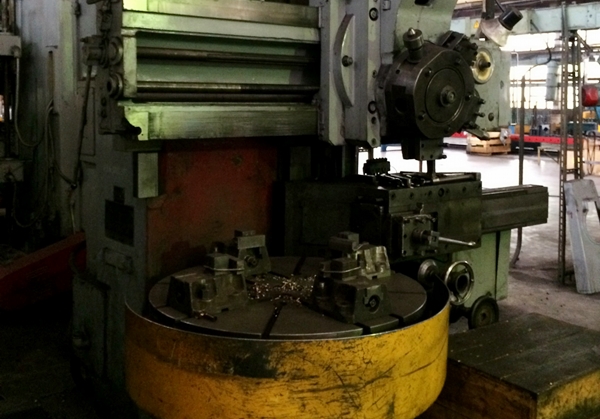
Различные станки для обработки деталей – это одна из самых больших групп в металлорежущем оборудовании. Спектр компоновочных решений достаточно широк, чтобы технику можно было использовать в различных направлениях. Для подобных инструментов одним из типичных представителей называют модель токарно карусельного станка 1512.
Технические характеристики
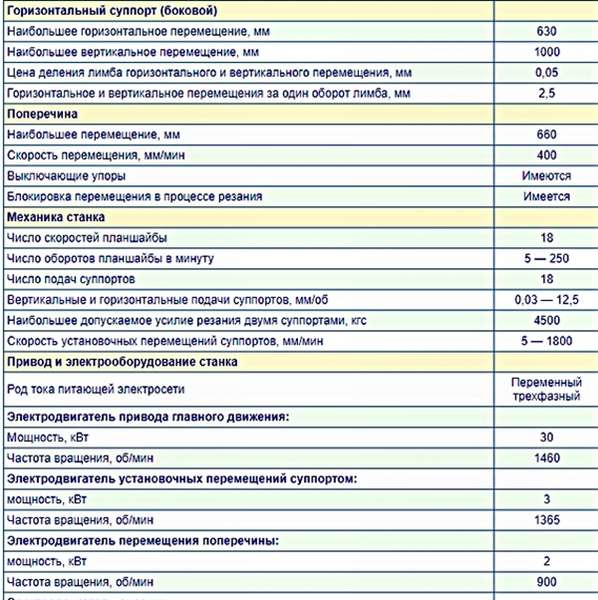
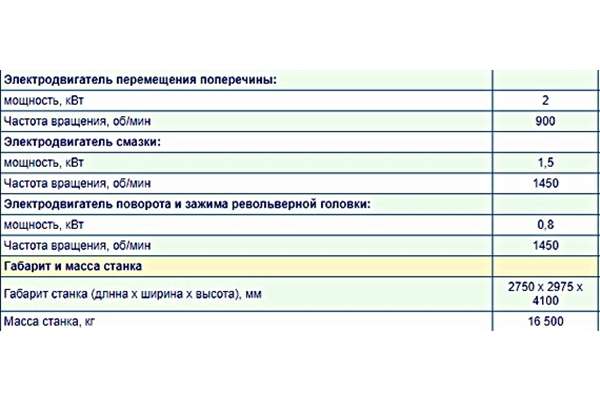
Полностью технические характеристики описываются в руководстве по эксплуатации.
- Устанавливаемая заготовка может максимум иметь следующие параметры по массе, высоте и диаметру: 4000 килограмм, 1000 и 1250 миллиметров, соответственно.
- 11200 – диаметр самой платформы.
- 5-250 оборотов в минуту – угловая скорость для планшайбы.
- Величина подачи инструмента равна 0,03-12,5 оборотов в минуту. Всего у этого и предыдущего показателей до 18 ступеней.
- 5-1800 – скорость по установочным перемещениям.
- мощность главного движения составляет 30 кВт.
- 16,5 – показатель общей массы для установки.

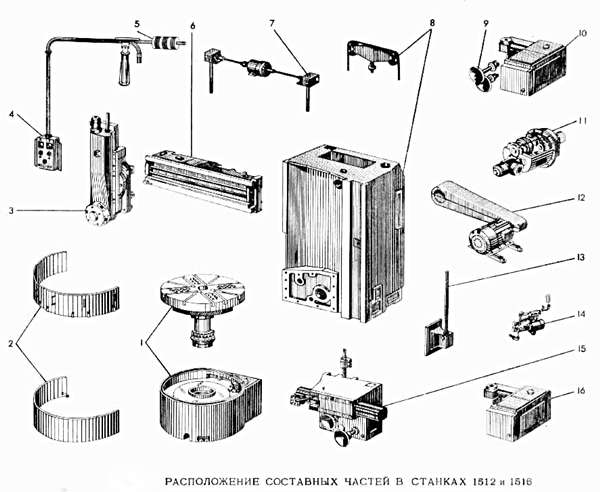
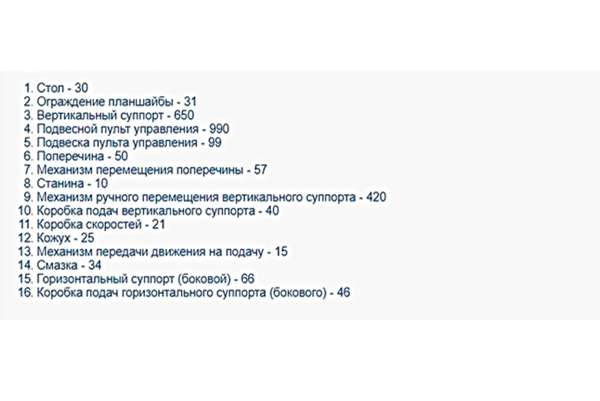
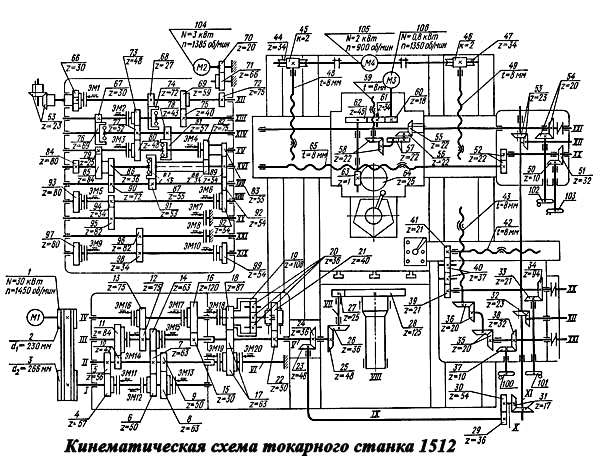
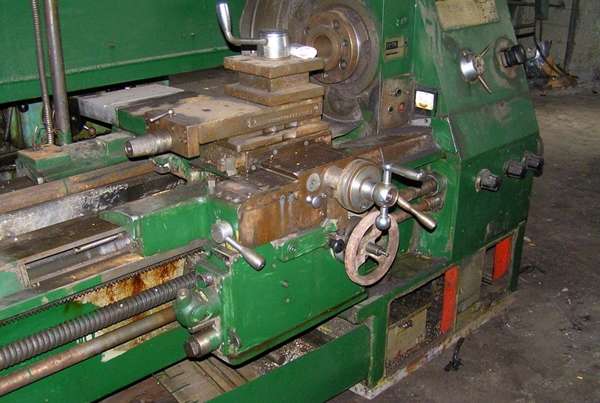
Как устроены токарно-карусельные станки?
Конструкция опирается на пустотелую стойку, отлитую из чугуна, в вертикальном положении. Все остальные компоненты соединяются с этой частью.
Устройства основных узлов
В рабочем столе не так много составных компонентов:
- Планшайба.
- Предыдущая деталь устанавливается в комплекте со шпинделем.
- Обязательное дополнение – опоры в корпусе из чугуна, с подшипниками.
- Приводное устройство.
Конструкция снабжается подшипниками с формой цилиндра, роликового типа. Они монтируются, чтобы центрировать платформу, контролировать радиальные усилия во время резания. В опорах индивидуально выбирают параметры радиального зазора. Для этого при помощи регулировочных гаек подтягивают внутренние кольца, у которых есть коническая поверхность.
Силы трения и вес заготовок создают дополнительную нагрузку, передающуюся кольцевой направляющей, отвечающей за скольжение. У этой детали имеется централизованная смазка. Цилиндрическая косозубая передача сообщает силу вращения планшайбе. Сама сила направляется со стороны ведущего вала. Последний привязывается к главному приводу, отвечающему за движение.
Коробка регулирования скорости
В народе такой узел ещё получил название «карусельного поросёнка». Выполняет функцию, связанную с передачей крутящего момента, начиная с приводного электродвигателя, и заканчивая шпинделем на рабочем столе.
Кроме того, деталь позволяет установить необходимую окружную скорость для самого шпинделя.
Всего в механизме имеется до 6 валов. Они используют специальные зубчатые передачи, чтобы поток мощности перемещался от одного компонента к другому. Компоненты сохраняют постоянное зацепление друг с другом. Но шестерни свободно сидят на валах, жёсткое сцепление отсутствует. Вращение приобретает определённую частоту благодаря коммутации муфт в электромагнитной схеме. Всего в коробке имеется 10 функций, которые можно настроить. Всё происходит дистанционно.
Для заготовок и планшайб характерны значительные инерционные массы, которые повышают пусковой ток к моменту, когда запускается двигатель. Платформа разгоняется ступенчато, чтобы подобные риски уменьшались. Включение может проводиться за 2,3 или 4 этапа, всё зависит от заданных оборотов.
Для муфт допустимо переключение прямо во время работы. Потому при точении поверхностей скорость остаётся постоянной.
Платформа обладает ограниченной угловой скоростью в зависимости от параметров заготовки, которая в настоящее время подвергается обработке. Например, допустимо ставить не более 80 оборотов при массах от 3,2 тонн.
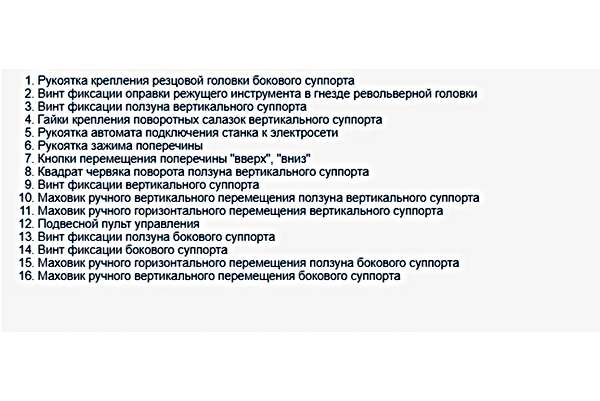
Вертикальный суппортный узел
Деталь снабжается револьверной головкой с 5 позициями. Она нужна для инструмента, движется в двух плоскостях:
- По вертикали.
- По горизонтали.
Первый вариант схемы обеспечивается направляющими, поддерживающими суппорт. Второй предполагает опору на траверсы, поперечины. Характерно движение самой детали по вертикали, вдоль стойки. Коробка передач монтируется на траверсе, она используется в качестве привода перемещений.

У вертикального перемещения свои особенности:
- Само движение происходит за счёт самостоятельного привода, имеющего собственный мотор.
- Червячный механизм позволяет сменить позиции при необходимости. Он идёт от отдельного электрического привода.
- Суппорт легко наклоняется до 45 градусов, в обе стороны.
- Благодаря такому устройству обработка конических деталей не представляет сложностей.
 Боковой суппорт
Боковой суппорт
Обладает следующими особенностями:
- Наличие 4-позиционного резцедержателя.
- Дублирование ортогональных движений вертикального суппортного устройства.
Сила движения передаётся за счёт коробки передач, закреплённой на торцевой части механизма. Зачем вообще требуется дублировать движения второго узла? Точность обработки возрастает при использовании подобных решений. Инструментальная система работает с уменьшенными упругими деформациями. У реализации есть несколько вариантов схем, выбирается индивидуально для каждой из ситуации. Центральные отверстия обрабатываются при помощи узла по вертикали.

Если наружно точатся заготовки, чья высота достигает 1 метра и больше – рекомендуется отдавать предпочтение суппорту сбоку. Тогда вылет инструмента остаётся одинаковым, пока идёт обработка. Вертикальная разновидность суппорта таким свойством не обладает. Поперечное движение револьверного устройства – оптимальный выбор для подрезания торцевых деталей увеличенного диаметра. В этой ситуации ход по горизонтали часто оказывается недостаточным.
Благодаря дублированию два узла могут работать параллельно. Благодаря этому станочное оборудование становится более эффективным.
Коробка подач
Такими приводами снабжается каждый из двух суппортов. И у обеих деталей конструкция остаётся примерно одинаковой. Название узлов полностью соответствует внутреннему содержанию. То есть, это коробка, внутри которой располагаются другие детали:
- Группа валов.
- Зубчатые передачи.
- Несколько электромагнитных муфт.
Основной вал соединяется со шпинделем рабочего стола, эта часть и выполняет функцию основного привода. Соединение осуществляется при помощи нескольких зубчатых пар.
Два вала так же монтируются на выходе из коробки.
У каждого есть связь с цепью движения, горизонтального и вертикального типа. Активация соответствующей подачи происходит, когда коммутируется одно из активных сочетаний. Отдельные электродвигатели используются, чтобы инструментальные узлы перемещались быстрее. С помощью муфты идёт отключение основной цепи. Всего у одного узла есть до 18 подач. Ускоренных перемещений такое же количество. Маховички помогают при ручном перемещении.

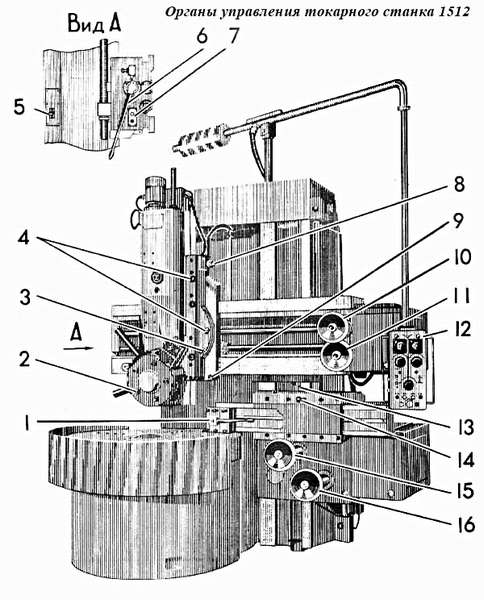
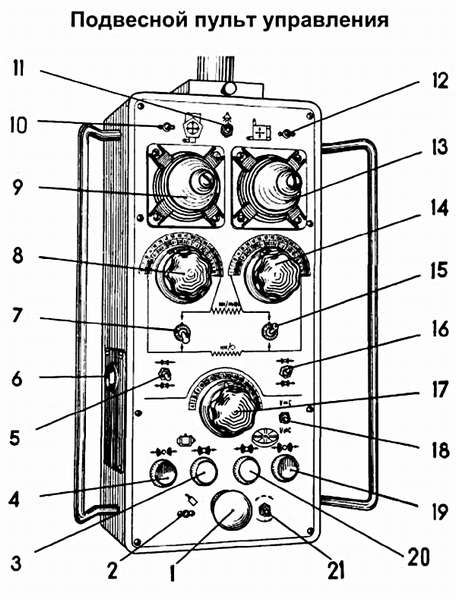
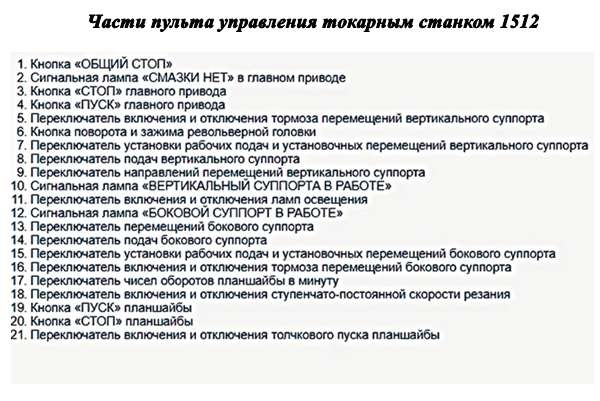
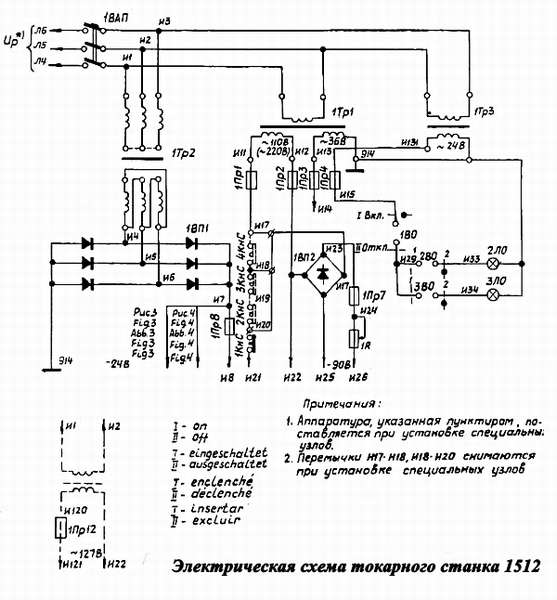
Электрооборудование
Современные модели отличаются автоматизацией не только основных, но и вспомогательных операций. Большинство механизмов допускают дистанционное управление, электрические схемы не стали исключением. Доступ к ним открывается только при необходимости провести ремонт и другие виды технического обслуживания.
Габарит рабочего пространства
Внутри легко помещаются заготовки с размерами до 1200 миллиметров в диаметре. Их масса может достигать 4000 килограмм. Платформа имеет общий диаметр в 1000 миллиметров.

Назначение и область применения
Цифры в маркировке имеют следующую расшифровку, если опираться на отечественный классификатор:
- 1 – отнесение к определённой группе оборудования. В данном случае она токарная.
- 5 – тип машины. Она карусельная.
- 12 – характеристика, описывающая размеры. 1250 миллиметров – предельный размер детали для обработки.
У названия «карусельный» своя история. По сути, термин обозначает, как устроена установка. К главным частям относят планшайбу с элементами зажима. Вращение вокруг вертикальной оси делает устройство похожим на одноимённые аттракционы. Лоботокарный тип станков ближе всего по свойствам из конкурентов. Отличаются шпинделем с традиционным расположением по горизонтали. Паспорт это подтверждает.
Назначение обоих типов приспособлений – точение деталей с небольшой длиной. Но именно карусельная разновидность обладает широким набором преимуществ.
- Качественное закрепление составных компонентов и деталей.
- Удобная загрузка заготовок.
- Шпиндель не подвергается изгибающим усилиям.
- Обработка может быть более протяжённой по времени. 1 – параметр соотношения между высотой и диаметром.
Из недостатков отмечают возможные сложности с удалением стружки. Диаметральные измерения так же для многих оказываются неудобными.
Возможности с технологической точки зрения
Главное назначение карусельных станков – обрабатывать сравнительно плоские детали, обладающие круглой конфигурацией. Из возможных заготовок:
- Шестерни.
- Колёсные установки.
- Маховики.
- Крышки.
- Фланцы.
- Диски.

Установка использует стандартный инструмент, включающий развёртки, зенкеры, свёрла, головки с резцами, и тому подобное. К числу основных технологических операций для устройства относят:
- Обработку отверстий при помощи стержневого инструмента.
- Функцию расточки сквозных и ступенчатых отверстий.
- Прорезка канавок в форме круга.
- Протачивание торцов, уступов.
- Наружное точение деталей в форме конуса, цилиндра.
Круг выполняемых операций расширяется при добавлении специального оборудования:
- Притирка, прикатывание при помощи роликов.
- Шлифование, суперфиниширование.
- Нарезание резьбы.
- Глубокое сверление.
- Обработка нелинейных поверхностей, в том числе – сферических.
Переставные прихваты облегчают закрепление заготовок при необходимости. То же самое касается кулачков. В дополнительных самоцентрирующихся патронах устанавливают детали, обладающие небольшим размером.
Какими ещё особенностями обладает оборудование?
Следующие технические показатели агрегатов должны стать главными для покупателей.
- Сечение шайбы.
- Скорость, с которой двигается поперечина, установленная для станков с двумя стойками.
- Максимум дистанции передвижения суппортов, горизонтального и вертикального.
- Сечение с высотой детали для обработки.
- Количество оборотов у планшайбы.
- Величина угла для наклона планшайбы.
- Количество скоростей.
- Общая мощность.
Скачать паспорт станка можно здесь.
Когда детали обрабатываются карусельными механизмами, характерно сохранение больших скоростей. Серьёзные консольные нагрузки не вредят шпинделю, использование планшайбы предотвращает повреждения. Эта часть размещается на конструкции особенным образом для достижения лучшего результата.

Передвижение суппортов – это то же самое, что движение подачи. Основным движением считается вращение изделия, которое закрепляется в планшайбе. Но используются и так называемые дополнительные движения. Благодаря такому механизму обрабатываемая заготовка максимально сближается с инструментом, проводящему основную работу. Обычно используется движение траверсы станка.
16,5-25 метров – стандартный диаметр деталей, которые обрабатываются двухстоечными типами агрегатов. Если конфигурация сложная, то больше всего подходят агрегаты, снабжённые ЧПУ. Даже непростая расточка, обточка поверхностей выполняются без проблем. На процесс не должно влиять наличие прямо-, криволинейных образующих.
Суппорту сбоку не ставятся на оборудование с ЧПУ. Комплекс ПО управляет приводом основного движенияс, практически вся работа осуществляется на автомате. Следующие возможности получают владельцы числового программного обеспечения:
- Инструменты на верхнем суппорте легко контролируются при передвижении.
- Резцы допускают использование нулевого положения.
- Корректируется величина подач, положение рабочих инструментов.
- Револьверная головка поворачивается к нужному положению, дополнительная фиксация.
- Возможность самостоятельно выбрать величину вращения планшайбы.

Отечественные модели серий 1512, 1516 и 1525
Завод станкостроения имени Г. М. Седина – вот какое учреждение считалось главным среди производителей во времена СССР. В 1953 появился первый карусельный агрегат. Проектировка в данном направлении проводилась специалистами предприятия.
После того момента токарно-каркусельные станки стали главной специализацией завода. Станки этого предприятиях до сих пор активно применяются во многих сферах промышленности. Серии 1512 и 1516 получили максимально широкое распространение. Это устройства универсального назначения, с одной стойкой. Назначение – мелкосерийная обработка деталей из цветных и чёрных металлов.
Функционала станка хватает, чтобы выполнить токарную работу любой разновидности.

У некоторых вариантов устройств были планшайбы самоцентрирующейся конструкции. Благодаря чему технические возможности агрегатов начинали расширяться.
Станок 1525 – двухстоечная разновидность оборудования, которая была выпущена тем же заводом имени Седина. Отличительные особенности – реверсивные движения у планшайбы. Имеется так же два верхних поворотных суппорта. С помощью двух муфт владелец без труда выберет интервалы частот у вращения в том или ином случае. Скорость, на которой работает двигатель, корректируется преобразователем-транзистором. Для этого используется бесступенчатая схема.
Указанные выше разновидности станков при необходимости дополняются ЧПУ. Тогда устройства работают на основе программного комплекса.

Немного об импортных аналогах
Китайские станки серии С стали весьма популярными на современном рынке:
- Двухстоечное оборудование с обозначениями 5240, 5231, 5250, 5263Q. Агрегаты обладают примерно такими же характеристиками, что и модели, выпускаемые отечественным заводом имени Седина. Обработка деталей из металла гарантированно будет точной. Выполняют токарные работы большинства видов.
- Станки, у которых одна стойка и мощность на 22-45 кВт. Обозначаются как 5131, 5125, 5110, 5123, 5116. Лёгкость в применении, высокий уровень надёжности – главные преимущества подобной техники. Оборудование снабжается сервомоторами для повышения производительности.
ENCE GmbH – ещё один зарубежный завод, поставляющий станки на территорию РФ. Их качество выше по сравнению с предыдущими моделями, но и стоимость увеличивается соответственно. Агрегаты реализуются в нескольких сериях, любой покупатель подберёт для себя вариант с подходящими характеристиками.

Заключение
На строительных заводах всё чаще отдают предпочтение усовершенствованным версиям станков. Они обладают более высокой скоростью при обработке металла, чему способствует применяемый современный инструментарий. Контроллеры с ЧПУ эффективно управляют большинством технологических операций. Станки остаются востребованным видом оборудования во многих сферах производства.
 (Пока оценок нет)
(Пока оценок нет)




