Фрезерные станки с ручным управлением по-прежнему составляют значительную долю парка машиностроительных заводов. В серийных, ремонтных цехах, мастерских, на опытных участках можно встретить модели, выпущенные в 70-80-е годы.
Среди них надежная «рабочая лошадка» станки 6Р81. Несмотря на возраст, оборудование при должном уходе вполне работоспособно, позволяет выполнять широкий спектр фрезерных работ.
Технические показатели
Разберем каждый показатель отдельно.
Точность, характеристики стола
Станок нормального класса точности по ГОСТ 8-71. Представляет универсальную модификацию (имеет поворот стола) горизонтально-фрезерного. Межремонтный цикл 26000 ч.
Стол длиной / шириной – 1000 / 250 мм имеет предельные перемещения, мм:
- продольное – 630,
- поперечное – 200,
- вертикальное – 320.
Диапазон поворота вокруг вертикальной оси: ± 45˚.

Механика привода движения стола
От асинхронного электродвигателя (4АХ80В4, 1,5 кВт, 1450 об/мин) посредством коробки подач реализуется 16 ступеней рабочих перемещений вдоль каждой оси, знаменатель ряда φ = 1,26 модифицированный.
Подача рабочая / ускоренная, мм/мин:
- продольная – 35…1020 / 2900,
- поперечная – 28…790 / 2900,
- вертикальная – 14…390 / 1150.
Передвижение за поворот лимба полный / на одно деление, мм:
- продольное – 6 / 0,05,
- поперечное – 6 / 0,05,
- вертикальное – 3 / 0,025.
Механика главного привода, шпиндель
Коробка обеспечивает 16 скоростей от 50 до 1600 об/мин, φ = 1,26. При минимальных оборотах коэффициент полезного действия η = 0,84, наименьший кпд при 1600 об/мин составляет 63%. Мощность главного электродвигателя – 5,5 кВт (4А112М4, 1450 об/мин).
Конец шпинделя изготовлен с внутренней конусностью 7:24, посадочный конус 45 ГОСТ 836-72 (заменен на 24644-81), размеры соответствует аналогу по ISO. На торце выполнен паз 19M6, через который крутящий момент передается на шип оправки. Крепление инструментов ручное с помощью затяжного шомпола (винта).
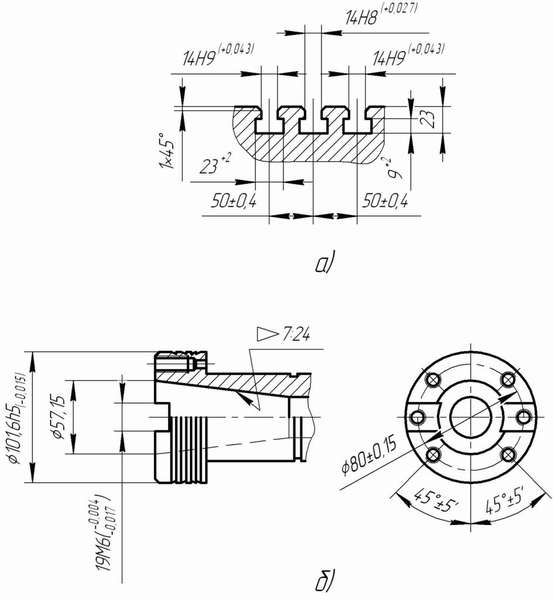
Рис.1. Пазы стола (а), присоединительные размеры шпинделя (б)
Ограничения
Из условия прочности механизмов привода шпинделя, для интервала частот 63 – 100 об/мин мощность резания не более 3 кВт. Предельные значения, соответствующие иным скоростям, указаны в руководстве по эксплуатации.
Допускаемый диаметр фрез, мм:
- торцовых при черновом резании стали – 125,
- цилиндрических при резании чугуна – 100.
При чистовой обработке возможно применение торцовых головок Ø 160. Во всех случаях усилие подачи не должно приводить к срабатыванию предохранительной муфты, превышать допустимых значений, кгс: 1150 / 1000 / 850 – продольной / поперечной / вертикальной соответственно.
Массогабаритные показатели
Габариты при положении стола: длина / ширина / высота, мм:
- центральном – 1480 / 1990 / 1630,
- в крайних позициях – 2130 / 1990 / 1630,
- повернутом на ±45 – 2284 / 1990 / 1630.
Оборудование по весу относится к среднему классу, масса – 2210 кг. При средних режимах, толщине бетонной стяжки не менее 150 мм допускается установка непосредственно на пол без крепления.

Область применения
Горизонтально фрезерные универсальные станки разработаны для эффективной обработки быстрорежущими и твердосплавными инструментами деталей из черных, цветных металлов и сплавов, пластиков. Рациональна загрузка мелкими и средними заготовками без корки с умеренными припусками. Оптимальная сфера применения:
- ремонтное,
- единичное,
- мелкосерийное производство.
Обосновано использовать в серийной металлообработке на отдельных операциях, при малом количестве работающих инструментов, когда загрузка оборудования ЧПУ нерентабельна или последнее отсутствует.
Используют для обработки горизонтальных поверхностей цилиндрическими фрезами на оправке с поддержкой. Возможно фрезерование плоскостей, пазов, уступов концевым инструментом, установленным в конус шпинделя. Торцовыми головками снимают припуск с вертикальных плоскостей деталей. Отрезными, дисковыми фрезами разделяют материал, фрезеруют пазы, канавки, в том числе спиральные на валах, установленных в центрах делительной головки. В ремонтном деле модульным инструментом нарезают зубчатые колеса. Технологические возможности расширяют, применяя круглые и глобусные столы, оптические головки, расточную оснастку.
Модификации консольно-фрезерного станка 6Р81
Особенностью выпускавшегося (с 1979 года) на ДЗФС размерного ряда серии Р есть высокая унификация узлов по моделям. Характеристика обуславливает доступность запчастей, возможность ремонта, модернизации за счет «доноров».
Среди представителей (6Р81Г, 6Р81Ш) наибольшей универсальностью обладает модификация 6Р81Ш.
6Р81Ш является широкоуниверсальным консольно-фрезерным станком. Вариант помимо горизонтального шпинделя оснащен поворотной головой. Угол поворота относительно вертикальной оси составляет -45– +90˚. Конус конца шпинделя головки ISO 40, диапазон 12-ти частот: 45 – 2000, φ = 1,41. Голова позволяет обрабатывать сложные пространственные элементы деталей концевыми, коническими радиусными фрезами в инструментальных, опытных цехах.

Габарит рабочего пространства
Расстояние между шпиндельной осью и рабочей плоскостью стола, мм:
- минимальное (не более) – 50,
- максимальное (не менее) – 370.
Расстояние между вертикальными направляющими и плоскостью симметрии центрального паза, мм:
- минимальное – 170,
- максимальное – 370.
Расстояние между задней кромкой стола, мм:
- и вертикальными направляющими станины – 45,
- и торцом шпинделя – 11.
Расстояние между ползуном (хоботом) и шпиндельной осью – 142 мм.
Максимальное расстояние между торцами подшипника серьги и шпинделя – 495 мм.
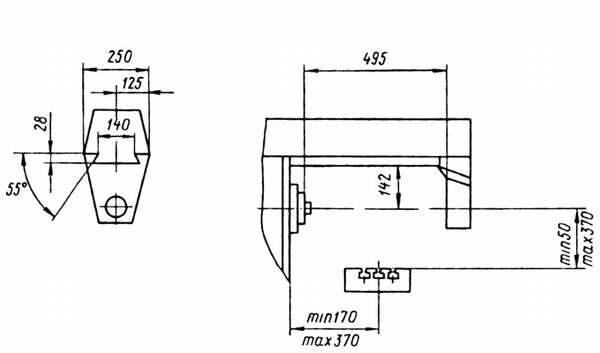
Рис. 2. Пределы рабочей зоны
Конструкционные особенности
Разберемся более детально с особенностями.
Расположение и назначение составных частей
Литая станина 1 объединяет остальные узлы. Она разделена на две полости: верхнюю, частично залитую маслом, с коробкой скоростей 7, приводом шпинделя 5 и основание, где размещена система охлаждения. Ползун 24 с серьгой 3 двигается по горизонтальным направляющим, выполненным сверху станины. Слева расположены механизм переключения скоростей 8, электрошкаф 19.
Консоль 13 опирается на вертикальный винт, прикрепленный через стакан к основанию, и направляющие станины. По ним перемещается вручную, механически на рабочей или ускоренной подаче. Корпуса редуктора 10, коробки подач 9, соединенные болтами в единую единицу, установлены внутри консоли. Сопряженные колеса 47, 49 (см. рис.5.) связывают редуктор с коробкой реверса 11.
Переданное редуктором вращение коробка реверса распределяет через предохранительную муфту винтам продольного и поперечного хода стола 14, вертикального – консоли.
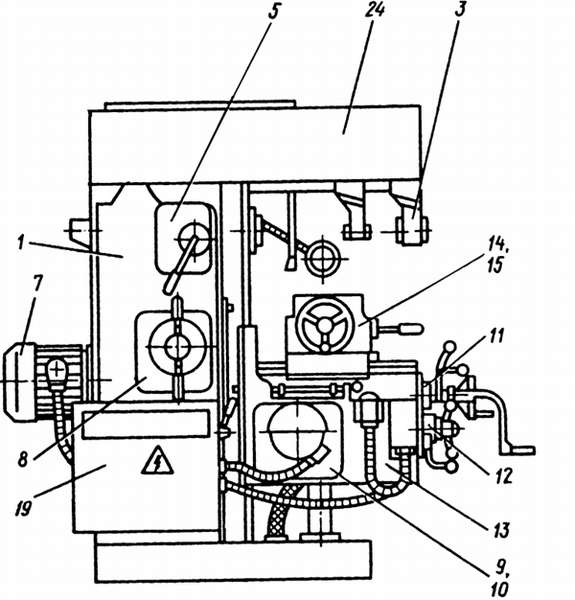
Рис. 3. Расположение основных узлов
Расположение органов управления
Штурвалы, рукоятки, переключатели, кнопки управления сгруппированы по назначению, размещены на удобной высоте у контролируемых механизмов. Станция 18 объединяет кнопки: пуск шпинделя, подачи, общий стоп. Рядом находятся рукоятки переключения перебора 2 и скоростей 4. Хобот при наладке передвигают, вращая квадрат 1. На дверце электрошкафа смонтированы: кнопка 5 «толчок шпинделя», выключатель помпы охлаждения 6, переключатель реверса вращения 7. Вводной автоматический выключатель 8 установлен на боковой стенке.
Механические продольная, поперечная, вертикальная подачи включаются рукоятками 10, 12, 13 соответственно. Механику перебора подач задействует рычаг 17. Подачи переключаются фиксируемой рукоятью 16. Ручные продольные, поперечные перемещения производят, вращая маховики 22, 14 соответственно. Для подъема опуска консоли со столом служит съемная изогнутая ручка 15. Ускоренный ход в любом направлении включает рычаг 21.
Винтами 11 салазки фиксируются от поворота. Рычажками 24, 25 стол закрепляют от продольных, поперечных перемещений (зажим консоли не показан). Ползун обездвиживают квадратом 19. Упоры 3 отключают подъем стола, упоры 9 – поперечное перемещение (аналогичные продольные 23). Местное освещение коммутируется тумблером 20, ручную смазочную помпу прокачивают ручкой 26.
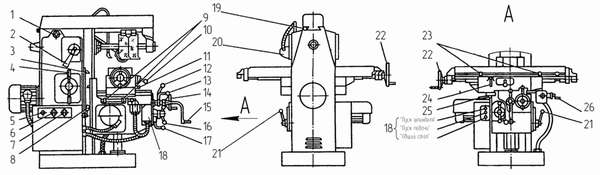
Рис.4. Органы управления
Кинематическая схема
Цепь шпинделя
Вал V сообщает вращение шпинделю напрямую через кулачковую муфту или посредством двух зубчатых пар: 16/18, 19/17. Выбор осуществляется рукояткой перебора, связанной с вилкой, сцепляющей полумуфты или колеса 19/17. Клиноременная передача связывает вал V с выходным валом коробки IV. Сочетания вариантов сопряжений двухвенцовых блоков, размещенных на валах I, III, дают 16 скоростей вращения
Цепь подач
Передача движения от двигателя подач к столу ясна из кинематической схемы. Рассмотрим разделение цепей рабочего и ускоренного перемещения. Через промежуточную передачу 39/40, червяк 42, насаженный на вал XII, шестерня 33 вращает червячное колесо 43, установленное на валу XIII на подшипниках. Колесо заклинивается обгонными муфтами 131, в результате происходит кинематическое, силовое замыкание, столу придается рабочая подача.
При ускоренных ходах движение сообщается валу XIII передачей 23/44. Собранное на подшипниках колесо 44 вращает вал только при включении фрикционной муфты 132, вызывающем срабатывание муфты 131, отключение колеса 43.
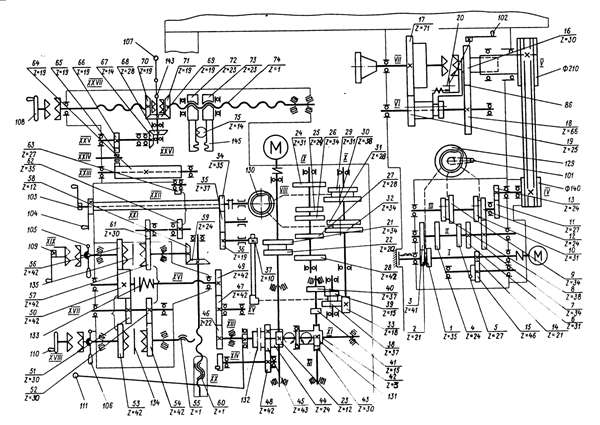
Рис.5. Схема кинематическа.
Схема электрическая
Запуск двигателей
Подача питания из сети на электродвигатель шпинделя М2 осуществляется коммутацией автоматического выключателя В1. Замыканием реверсивного – В4 выбирают направление вращения. Двигатель помпы охлаждения М1 подготавливается включением В3, запускается совместно с М2.
Двигатели: М2, М3 (подачи) запускаются кнопками КнП1, КнП2 посредством магнитных пускателей Р1, Р2, Р8 последовательно друг за другом. М3 нельзя включить при неработающем М2.
Кнопка КнТ («толчок шпинделя») реализует короткий толчковый пуск М2, обеспечивающий переключение ступеней частот вращения при несовпадении зубьев. Замыкая нажатием КнТ, запитывают Р1, Р8, которые нормально открытыми контактами (8-9) запускают реле РВ. Далее РВ отключает эти пускатели, коммутируя собственный нормально закрытый контакт (10-11), поэтому продолжительность работы двигателя М2 не связана со временем удержания нажатой КнТ.
Остановка, торможение, защита
«Общий стоп» осуществляется кнопкой КнС или при нажатии выключателя В5. При прекращении питания М2 происходит торможение главного привода включением электромагнитной муфты ЭМ. На катушку ЭМ постоянный ток (-24В) приходит от выпрямителя ВП. Продолжительность подачи питания задается настройками РВ.
Магнитные пускатели обеспечивают нулевую защиту электродвигателей. Случай короткого замыкания вызывает автоматическое размыкание выключателя В1, перегорание плавких предохранителей Пр1, Пр2, тем самым предупреждаются повреждения электрооборудования. При длительной работе на пределе мощности перегрев электродвигателей ограничивает срабатывание тепловых реле Р3-Р5.
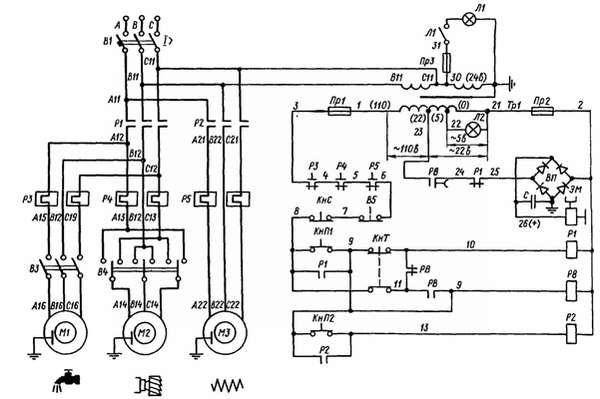
Рис.6. Схема принципиальная электрическая.
Существующие аналоги
Идентичное назначение имеют модели ДЗФС разных лет выпуска: 6Н81, 6Н81Г. Более старую серию Н (начало выпуска 1970 г.) при сходной кинематике отличают: худшие характеристики электродвигателей, конус шпинделя 40, снижающие эффективность. Помимо этого у поколения Р частоты сдвинуты вниз диапазона, несколько иначе размещены органы управления.
Ближайший аналог из «сверстников» – модификация 6Р81Г, стол которой не имеет функции поворота. Последнее можно компенсировать накладными столами. Среди современных представителей продукты гаммы 6К, 6Д: 6К81Г, 6Д81.
 (Пока оценок нет)
(Пока оценок нет)




