Широкий профиль универсальных фрезеровочных станков делает их приобретение экономически выгодным для любого приборо- и машиностроительного предприятия. Назначение станка типа 6Т13 – обработка прямых, угловых, дуговых, рамочных деталей, как по вертикальной и горизонтальной поверхности, так и под углом до 45°.
Технические характеристики и преимущества станка
Вертикальные консольно-фрезерные станки серии 6Т имеют два главных двигателя, управляющих движением головки шпинделя и передвижением стола – мощностью 11 и 3 кВт. Независимо от них электромеханикой регулируются зажим режущего инструмента и подача смазочной жидкости на узлы машины. Автономность различных элементов упрощает профилактическое обслуживание и ремонт станка.
К эксплуатационным преимуществам 6Т13 относятся:
- частоты вращения шпинделя – от 31,5 до 1600 оборотов в минуту,
- пределы подач по вертикали от 4,1 до 530 мм/мин, горизонтального перемещения стола – 12,5–1600 мм/мин,
- ось шпинделя отклоняется на 45°,
- стол вращается на 45°, что позволяет нарезать винтовые детали,
- большой выбор настроенных автоматических режимов, включая циклы с прерывистой подачей.
На данном станке можно фрезеровать детали весом до 630 кг. Повышенная жесткость подачи при достаточно малой цене деления лимба в 0,05 мм позволяет добиться высокой точности обработки.

Оснастка и принадлежности
Все детали механизма биметаллические, заменяемые. Станок оснащен фрезеровочным столом 1600 * 400 мм. Защитный борт по периметру рабочей зоны повышает безопасность оператора при операциях, сопровождаемых сильным разбрасыванием стружки. Высота бортов регулируется вручную. Шпиндель установлен в выдвижную гильзу и отклоняется по основной оси благодаря поворотной головке. В целях повышения жесткости станка применяются механические зажимы.
Комплектация станка:
- автоматическая коробка передач,
- регуляторы скорости,
- рабочая головка,
- шпиндель,
- патрон цанговый,
- коробка подач,
- шарико-винтовые передачи,
- эластичные муфты,
- фрикционные валы,
- тормозная муфта.
Станок позволяет использовать круглый поворотный стол, устанавливать делительную головку и работать по разметке. Патрон для концевой фрезы можно менять на оправку для торцевой и дисковой резки.
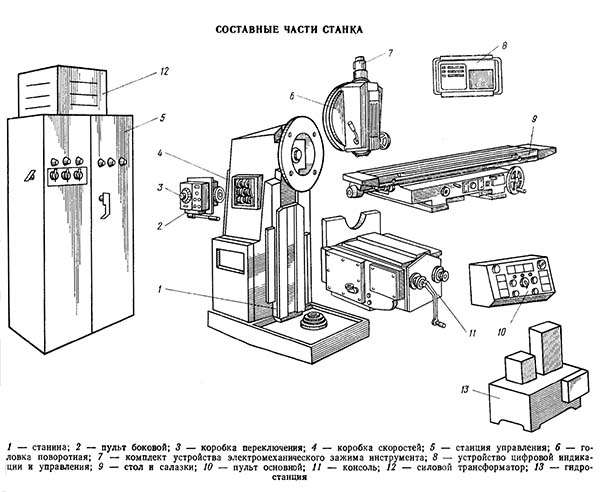
Общий вид и конструкция
Агрегат отличают прочность сцепления отдельных узлов и их независимое управление. Литая основа придает станку устойчивость. Возможность тонкой настройки дает способность к фрезерованию мелких деталей.
Расположение и описание составных частей
Основные элементы конструкции:
- Станина. Широкая прямоугольная платформа на штифтах с вертикальной горловиной.
- Головка и гильза шпинделя. Поворотный механизм, закрепленный в кольцевой выточке станины, с двигателем зажима режущей детали.
- Шкаф управления. Включает электропривод движения шпинделя, коробку скоростей, пульт управления и несколько отдельных переключателей.
- Передняя консоль. Двигатель направляющих стола и приборы регулирования их перемещения.
Вес собранной машины составляет 4300 кг, высота 2430 мм, ширина 2252 мм. Общая длина 2570 мм. Ход рабочей поверхности – до 1 м вправо-влево, до 40 см в поперечной плоскости и до 43 см по вертикали.

Расположение органов управления
Управление основным движением выполняет коробка скоростей, которая включает 18 частот вращения шпинделя. Регулируется с помощью рукоятки с соответствующими делениями. Положение головки обеспечивают поворотный шестигранник и маховик механического выдвижения гильзы. Отдельная рукоятка предусмотрена для зажима гильзы.
Привод подач управляет движениями стола через фрикционы обычного и быстрого хода. При выборе одного из данных режимов другой блокируется. Коробка привода позволяет осуществлять 18 различных подач. Для точного предварительного расположения обрабатываемых деталей предусмотрены механические зажимы салазок стола и консоли на направляющих станины. Каждый рабочий элемент оснащен маховиком ручного управления.
Пульты управления
На станке 6Т13 имеются два операторских пульта – боковой на стенке шкафа управления, основной на консоли стола. А также панель выбора автоматических циклов. Скорость и направление подач регулируется с основного, движение головки шпинделя с бокового. Кнопки базовых действий – старта, остановки, включения режима быстрого перемещения или замедленных подач – дублируются на обоих панелях.
Клавиша включения станка, как и изменения направления вращения фрезы, расположена на задней стенке аппарата. Но на основном пульте есть кнопка аварийного отключения. Также с него включается и выключается режим охлаждения. Выбор пульта осуществляется посредством переключателя сбоку.
Особенности строения поворотной головки
Механизм для вращения шпинделя представляет собой систему конических колец, полуколец и шестерней, крепится к фланцу станины болтами. На поворотной головке закреплены направляющие гильзы, внутри которой расположен двухопорный вал шпинделя на подшипниках. В верхней части гильзы – привод зажима режущего инструмента. Во избежание травм, без обязательной предварительной фиксации фрезы поворот шпинделя блокируется.
При необходимости конструкция головки позволяет регулировать осевой и радиальный люфт вращения. Для этого на ее корпусе имеется съемная пробка. Через это отверстие замеряют размер люфта между подшипником и цилиндром шпинделя. Настройка осуществляется подшлифовыванием осевых и радиальных полуколец.
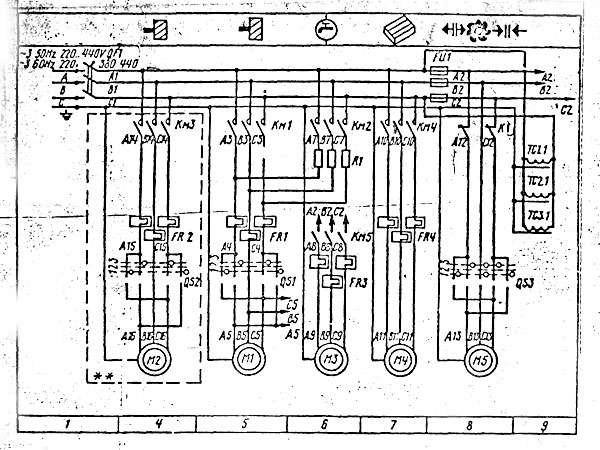
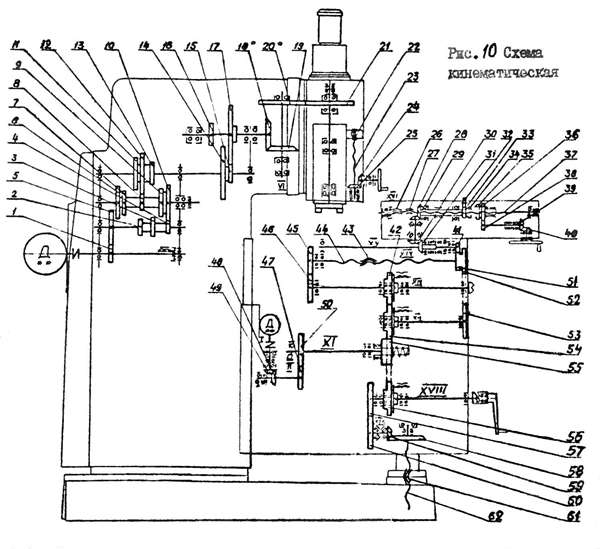
Электрическая и кинематическая схема
Вертикальные станки, оснащенные электроприводами подобной мощности, позволяют использовать сверхтвердые фрезы и максимальную скорость резки. Высокий коэффициент трения компенсируется смазкой, подаваемой плунжерным маслонасосом на элементы привода и основные винты перемещения. Кинематическая система представляет собой передачу импульса с вала двигателя через шарико-винтовые передачи на функциональные оси. Соединения оснащены сменными эластичными муфтами.
Работу с агрегатом облегчают электромагнитное устройство принудительного замедления движения стола и вращения шпинделя при выключении.
Остановка происходит за 5 – 6 сек. Тормозная муфта также предохраняет систему от поломки в случае перегрузки. Стандартное электромеханическое строение и универсальная оснастка допускают расширение возможностей за счет модернизации отдельных узлов, применение большого ряда подходящих запчастей при ремонте.
 Правила эксплуатации
Правила эксплуатации
Как и все механизмы подобной весовой категории, 6Т13 требует установки на бетонный фундамент толщиной не менее 30 см. Поверхность должна быть идеально ровной, чтобы снизить риск возникновения неточностей при тонком фрезеровании. Первоначальный пуск предполагает заполнение маслом резервуара смазочной системы и холостую прогонку всех режимов. Первую замену масла рекомендуется произвести через неделю работы, вторую через месяц, в дальнейшем раз в 3 месяца. Профилактическая промывка масляного резервуара осуществляется раз в год.
Перед каждым пуском станка оператор использует рычаг отжима-зажима инструмента в шпинделе. Изменять положение обрабатываемых деталей, переключать скорости и режимы при вращающейся головке запрещено. Дверцы шкафа управления, обеспечивающие доступ к электроприводам движения, закрываются на ключ. При любой неисправности работа прекращается, и системы должен осмотреть электрик.
Срок эксплуатации для станка 6Т13 не установлен, поскольку все детали могут быть легко заменены по мере износа. После капитального ремонта агрегат полностью восстанавливает мощность, жесткость и обеспечивает первоначальную точность обработки.

 (Пока оценок нет)
(Пока оценок нет)




