Программирование технологических процессов на ЧПУ станках с программным управлением – настройка автоматической обработки заготовок на станочном оборудовании с числовым программным управлением. Программа является основным воздействующим механизмом, благодаря которому выполняется обработка по заданным параметрам при помощи станков с ЧПУ. Она разрабатывается отдельно, и находится на собственном информационном носителе.
Предназначение
Программы для станков с ЧПУ изготовляются специальными организациями, после чего поступают в продажу, или же могут быть созданы самостоятельно под индивидуальные параметры. Второй способ более сложный, и подойдет только тем, кто имеет опыт работы с современным станочным оборудованием. Поэтому перед тем, как получить доступ к работе, сотрудник должен изучить учебные станки с ЧПУ. Для подготовки персонала используются учебные токарные станки с ЧПУ. Допуск операторов без обучения не производится.
Программа представлена в виде дискретного источника информации, обработка которой осуществляется цифровым способом. Основная управляющая функция лежит на логическом контроллере.
Учебное пособие сообщает, что системы ЧПУ бывают нескольких типов:
- позиционного,
- контурного,
- универсального.
Для использования первого типа достаточно задать точки координат рабочего инструмента, после чего запустить станок с ЧПУ. Второй тип требует задачи криволинейное траектории, по которой будет двигаться рабочий инструмент. Третий тип объединяет в себе два предыдущих принципа работы. Особенность третьего варианта заключается в наличии возможности менять рабочий инструмент, и выполнять загрузку и выгрузку обработанных деталей.

Также выделяются системы многоконтурного типа. Они представляют собой современные аппараты, при помощи которых можно одновременно управлять сразу комплексом приборов и задач.
Программы для станочных приборов позволяют выполнить обработку деталей при участии всего одного оператора. Задав одну программу, можно осуществлять серийное изготовление деталей без риска отклонений. Замена рабочего инструмента требует минимум времени, а на некоторых моделях она производится автоматически. Показатель точности обработки гораздо выше, чем при ручной работе. В этом можно удостовериться на учебных аппаратах.
Особенности
Программы классифицируются по методу подготовки и ввода программы управления. Данный фактор позволяет разделить системы числового программного управления на две группы:
- оперативные системы,
- разработанные заранее системы.
К первой группе относятся программы, создание которых осуществляется непосредственно на самом станке при обработке первой заготовки. Программа редактируется, после чего на ее основе выполняется серийное производство.
Вторая группа включает программы, создание которых выполняется отдельно от станочных приборов. Они заготовляются заранее, после чего с их помощью выполняется обработка заготовок. Для использования такого варианта применяются специальные приложения.
В основе работы токарных станков с ЧПУ лежит программируемый контроллер. Данная технология представляет собой отдельный агрегат, куда вносится программа. Конструкция контроллера снабжена процессорным блоком. Он анализирует информацию, проводит вычисления, после чего перенаправляет задачи станкам. Особенность контроллера заключается в проведении автоматической проверки на ошибки. Для того чтобы научиться пользоваться блоком, создано специальное методологическое пособие. Этот прибор способен запустить и учебный станок.
Чтобы хранить программы оборудование обеспечено собственной памятью. Допускается использование различных типов памяти в зависимости от используемой модели токарного станка. При помощи учебного пособия можно узнать, что основными типами для хранения программы являются:
- электрический перепрограммируемый,
- оперативный общедоступный,
- стираемый при помощи ультрафиолетового излучения.

Токарный станок с ЧПУ наиболее популярен в мелко- и среднесерийном производстве. В отличие от стандартных приборов он обладают целым комплексом преимуществ. Наиболее важными из них являются:
- высокая производительность,
- отсутствие необходимости в большом персонале,
- универсальность,
- высокая точность обработки заготовок,
- экономичность, связанная со снижением затрат на создание проектов и их реализацию.
Программа автоматически регулирует частоту, глубину и скорость, с которой рабочий инструмент выполняет обработку. С ее помощью можно в автономном режиме управлять переходами, командами, заменой заготовок. При необходимости доступна быстрая настройка параметров.
Программа
Управляющая программа состоит из слов. Слова вводятся латинскими буквами и цифрами. Число может быть двух- или трехзначным. В словах также допускается употребление математических символов. Каждый символ обозначает определенную величину. Подробнее о системе знаков и цифр можно узнать при помощи методических пособий.
Одно или несколько слов объединяются в кадр. Совокупность слов в кадре представляют собой одну команду. Кадр может включать в себя несколько команд. Руководствуясь учебной программой, можно выучить основные команды. В кадре имеется информация геометрического, технологического и вспомогательного типа. При помощи данной информации создается рабочее действие. Числовое программное управление считывает кадры, перевоплощая рабочее действие в обработку заготовки.
Текст, который будет использован управляющей системой, включает в себя несколько кадров. В ходе обработки выполняется пошаговое считывание кадров. Они не могут считываться одновременно – только друг за другом. Если управляющая программа состоит из произвольных слов, они попросту не будут считаны. Данная мера предусмотрена для того, чтобы снизить риск неправильного процесса обработки. Ручное программирование осуществляется по международным стандартам. Таким образом, программные компоненты можно использовать независимо от страны и модели станочного оборудования.
В учебном пособии указано, что в начале кадра следует слово, которое обозначает его номер. Эта система позволяет выстроить последовательность, в которой будут считываться кадры. Также в кадре имеется слово, обозначающее его окончание. Оно дает разрешение на переход к следующему кадру.
Ручное программирование является одним из самых старых вариантов. Он требует больших усилий и затрат по времени. Несмотря на создание новых более современных методов, этот способ все еще используется для различных задач, включая корректирование программы.
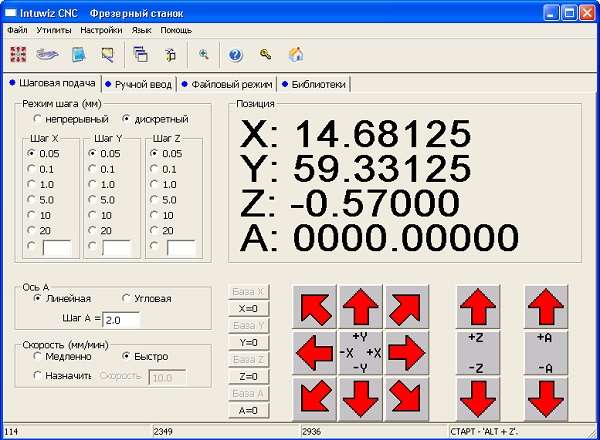
Программирование с использованием ЧПУ консоли является современным вариантом, набирающим популярность. Пульт системы позволяет быстро создать нужную программу. Он предполагает наличие функции удаленного программирования.
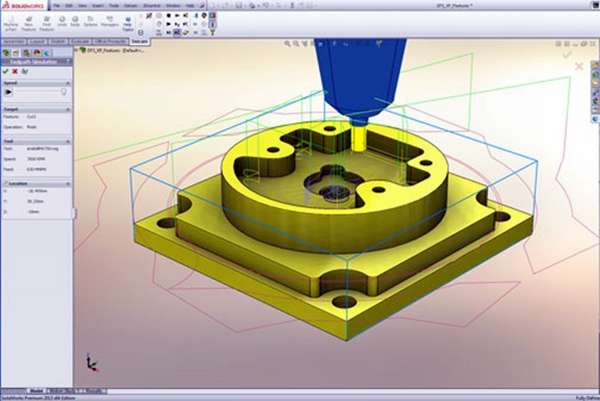
Использование САМ-систем является самым новым вариантом. С его помощью больше не нужно осуществлять математические вычисления ручным способом, или использовать сложное руководство. Воспользовавшись САМ-системами можно создать один общий язык для разных ЧПУ-приборов.
 (Пока оценок нет)
(Пока оценок нет)




