Автоматизация производства в значительной степени расширила возможности промышленности. Автоматические устройства и система ЧПУ не только позволяют выполнять рутинную и циклическую работу без участия человека, но и значительно повышать скорость, точность и возможности исполняемых действий.
Основой любого производственного процесса является устройство ЧПУ. В промышленности большую часть функций выполняют станки. Устройство ЧПУ в них – основа производства. Наряду с автоматическими конвейерными лентами и промышленными лентами современные системы ЧПУ для станков вывели производство на качественно новый уровень.
Принцип работы ЧПУ
Числовое программное управление требует специальную программу, которая составляется для станка один раз на изготовление каждого вида деталей, после чего устройство ЧПУ способно в автоматическом порядке обрабатывать заготовки до необходимого состояния.
Металлообрабатывающий станок с такой системой состоит из следующих частей:
- подсистема управления,
- исполнительный механизм,
- подсистема обратной связи.
Конструкция системы зависит от размеров станины, на которой размещаются все остальные детали.

Подсистема управления
Мозгом станков с ЧПУ является микроконтроллер. Этот вид оборудования выступает основой системы контроля. Основные органы управления получают данные благодаря управляющей программе, после чего передает команды на исполнительные механизмы.
Кроме микроконтроллера или процессора в операционную систему управления входят передаточные устройства и человеко-машинный интерфейс. На схемах эти подсистемы представляются в виде стоек числового управления, иногда они объединяются в группу.
Подсистемы управления делятся на две категории:
- первый вид – открытые,
- второй вид – закрытые.
Открытые
При управлении открытых программных средств используется более интерактивный человеко-машинный интерфейс. Программирование таких систем можно осуществлять непосредственно через компьютер. В них же применяется 3D моделирование. Довольно часто программирование алгоритмов управления стойками можно производить при помощи языков высокоуровневого прикладного программирования, после чего переформатировать код в автоматическом режиме на язык, являющийся понятным контроллеру. Основным признаком таких систем является высокий уровень удобства, а также универсальность начинки и легкость ремонта, взаимозаменяемость многих деталей. Управляющая стойка обеспечивает корректировку программы и описания станка.
Но такая универсальность бывает чревата плохой совместимостью деталей между собой, или программного кода с операционной системой.
Поэтому иногда станки с открытым интерфейсом дают сбои или плохо приспособлены для длительной работы высокой сложности. Когда программируется контурное или другое устройство ЧПУ, важную роль играет именно человеческий фактор.
Закрытые
Системы закрытого типа обычно уже имеют ряд написанных программ. Эти программы иногда бывают заданы аппаратно, и для перепрошивки такого агрегата понадобится полностью разбирать корпус, и заменять детали. Программирование системы ЧПУ замкнутого типа ограничивается комбинированием команд на встроенном языке в человеко-машинном интерфейсе. Некоторые закрытые системы имеют встроенные на аппаратном уровне управляющие воздействия. Такие системы специально разработана для создания одного или нескольких типов деталей. Реже в комплекте к машине поставляется программа для ПК, позволяющая писать управляющий код на встроенном языке для компьютера.

Производители оборудования почти никогда не раскрывают архитектуру закрытых систем. При выходе из строя управляющего механизма придется обращаться в компанию-производитель. Определить поломку можно по характерным признакам. Однако благодаря тому, что все части замкнутой ЧПУ проходят множественные проверки на совместимость агрегатов, описанное оборудование отличается высокой степенью надежности и редко выходит из строя. Неоспоримым преимуществом данного типа управления является высокая надежность.
Недостатками до недавнего времени были некая ограниченность и неудобство управления. Особенностью современных систем замкнутого типа выступает обладание встроенным числовым программным обеспечением и удобным человеко-машинным интерфейсом. Они позволяют непосредственно на станке осуществить разработку программы, а также провести 3D моделирование всего процесса, чтобы исключить ошибки.
Существенными недостатками были и остаются высокая цена приобретения и обслуживания, а также сложность обслуживания в связи с тем, что управляющая часть и структура засекречены.
Исполнительный механизм
Исполнительный механизм станка состоит из приводов, двигателей и винтов. Он выполняет функции токарной обработки изделий. Кроме того, по алгоритму управляющего воздействия приводами осуществляются дополнительные функции:
- подача заготовок и забор готовых изделий,
- смену рабочего инструмента,
- очистку рабочей области оборудования,
- нагрев или охлаждение оборудования,
- аварийная или другая остановка.

Основными механизмами станков с ЧПУ, как и ручных станков, являются двигатели и ходовые винты. Винты перемещают рабочий инструмент и поверхность, обеспечивая оптимальный угол. На простых электрических станках ходовые винты имели полностью механическую структуру. Электрические винты отличаются более высокой скоростью и точностью.
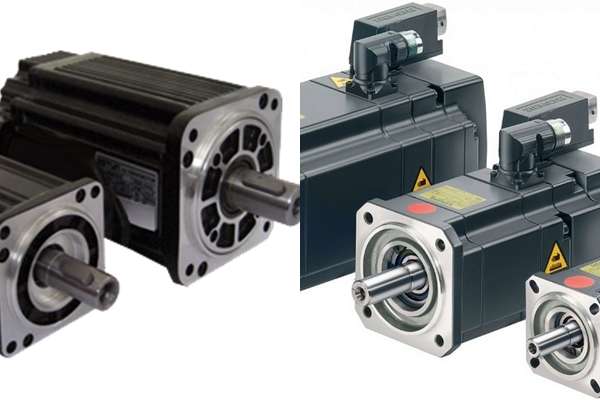
Двигатели
В системах ЧПУ используются двигатели нескольких типов:
- шаговый двигатель переменного тока,
- шаговый двигатель постоянного тока,
- гибридный шаговый двигатель,
- серводвигатель.
Шаговые двигатели работают на основе электромагнитного поля. На статор двигателя подается напряжение, заставляющее вращаться ротор. Преимуществом такого исполнения является простота и общая доступность механизма. Однако он не лишен и недостатков. Они заключаются в дискретной работе механизма с относительно большим единичным шагом. Такое устройство ЧПУ несколько снижает точность танков, повышает минимальные допуски изготавливаемых деталей.
Гибридный шаговый вид двигателя позволяет сочетать в себе достоинства двух других видов простых электродвигателей. Он не на много дороже в цене, поэтому используется чаще других видов, но унаследовал и главный недостаток шаговых двигателей – дискретность.
Серводвигатели в ЧПУ имеют принципиально другой механизм работы – он использует цифровые команды с ЧПУ, напрямую регулирующие скорость работы части исполнительного механизма. Особенности работы оборудования является наличие обратной связи напрямую от двигателя на узел управления. Этот вид обладает очень маленьким, практически незаметным минимальным шагом ротора и высокой точностью, но характеризуется сложностью управления устройством, высокой стоимостью приобретения и обслуживания серводвигателя.
Подсистема обратной связи
Эта часть станка с ЧПУ представляет собой группу датчиков. Основными из них являются датчики:
- температуры,
- давления,
- положения.
Эта структурная особенность отличает станок с ЧПУ от оборудования с циклическим управлением. Большую роль в составлении программы имеет операционная система и ее принцип работы. Наличие обратной связи повысила надежность и точность оборудования. Без него невозможно выполнение функции самоочистки рабочих механизмов и работа, исполняемая приводом серводвигателя. Качественная и разветвленная функциональная система обратной связи отличает дорогостоящий токарный станок с большими возможностями менее дорогого и более простого оборудования.
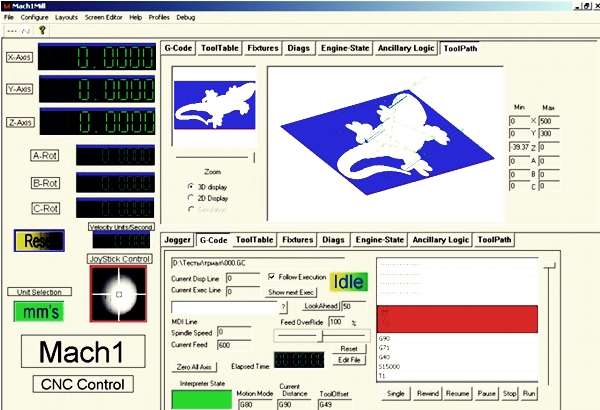
Принцип работы программного обеспечения
Если мозгом ЧПУ принято считать управляющий модуль, то написанная программа – это принцип его работы. Создание программы заключается в задании координат движения рабочего механизма, скорости вращения и времени смены применяемых рабочих инструментов. При этом программист задает координаты в трех осях. Это может делаться по абсолютному или относительному принципу. В первом случае при составлении программы необходимо каждый раз задавать точку, во втором – величину движения и направление. О типе программного обеспечения и связи управляющих узлов со стойкой расскажет функциональная схема устройства.
Исполнение основной программы происходит одним из трех способов в зависимости от устройства системы управления. Классификация систем выглядит следующим образом:
- разомкнутым или однопоточным,
- замкнутым или двупоточным,
- адаптивным.
Классификационным способом определяется, какая система необходима. В первом случае программа считывается полностью перед выполнением, после чего происходит ее отправка на исполнительный механизм. Системы применяются в основном для простых операций и абсолютно не подходят для станков с серводвигателями. Программа разомкнутых контурных систем довольно часто применяется на токарных станках, не требующих высокой точности.
При замкнутой системе, являющейся частым условием в ходе обработки, программа отсылается на исполнительный механизм по ходу прочтения. При этом обратная связь сообщает ошибку перемещения, а СПУ определяет, какие корректирующие воздействия необходимо отправить в реальном времени. Практически все контурные системы ЧПУ отличаются замкнутой системой.
Адаптивные системы оснащаются двойной обратной связью. Она учитывает не только ошибку перемещения, но и температуру, загрязнение, износ инструмента и другие параметры для более эффективного управления станком. Адаптивные системы позволяют устройству получать посредством обратной связи полные условия резанья и составлять максимально точное корректирующее воздействие. Это нашло широкое применение в металлообрабатывающих станках, большом количестве электромеханических и многофункциональных станков.
Классификация станков с ЧПУ
Основа строения одинакова для всех видов станков, управляемых системами ЧПУ. Кроме точности исполнения они поддаются классификации по виду выполняемой работы. Станки, имеющие систему ЧПУ, плотно вошли в промышленность и изготавливают детали при помощи различных способов обработки. К ним относят:
- токарные,
- фрезерные,
- сверлильные,
- шлифовальные,
- электрофизические (электрохимические, электроэрозионные),
- комбинированные станки.

По характеру поверхностей станки делятся на металлообрабатывающие, деревообрабатывающие и универсальные. В основе работы всех видов лежит ИЗОТ – исчислительная записывающая и организационная техника.
На скорость, общую эффективность работы и возможности, например, токарного станка на числовом управлении также влияет возможность смены инструмента. Точением на таких станках можно изготовить даже сложные детали. Некоторые из станков могут оснащаться устройством для автоматической замены, другие благодаря исполнительным органам делают это в полуавтоматическом режиме (выдвигая инструмент для своевременной замены оператором), а третьи станки требуют полной остановки и ручной смены инструмента для дальнейшей работы. Структурные схемы устройств показывают возможность и общий механизм смены инструмента. Необходимо поставить заготовку, после чего токарная обработка будет выполнена автоматически.
Выбор стойки
Перед тем как выбрать стойку, необходимо обратить внимание на характеристики каждого из предлагаемых устройств. К ним относятся:
- класс точности,
- назначение, степень универсальности,
- тип УЧПУ, уровень автоматизации,
- наличия устройств автоматической смены инструмента и заготовок,
- расположение шпинделя,
- число управляемых координат, настраиваемых координат, одновременно изменяемых координат,
- максимально допустимый размер изделий,
- масса и габариты устройства.
Данные о модулях описаны в инструкции к токарному станку и позволят получить точное представление о приобретаемом устройстве. Также следует обратить внимание на описание основных узлов устройства. Еще больше об устройстве и работе станка расскажет структурная схема.

Структурные системы
Важную роль здесь играют и производители структурных систем. Приобретение качественного оборудования, своевременное и профессиональное обслуживание гарантирует покупка техники от ведущих в сфере создания ЧПУ брендов. К ним относятся немецкие фирмы SIEMENS AG и HEIDENHAIN системы. Первая компания специализируется на создании современного высокоточного оборудования для металлообрабатывающего оборудования, вторая на комплексной модернизации старых станков. Модули для органов управления станками обеих компаний отличаются немецким качеством и надежной и постоянной разветвленной сетью сервисной поддержки. Заслуживает и немецкая программная система.
Не отстают от немцев и японцы. Лидером здесь является компания FANUK. Японские системы немного дешевле немецких, но практически не уступают им в качестве. Компания специализируется на разработке стоек управления станками, специализирующимися на выполнении сложных программ.
Стойке свойственен отличный уровень функциональных параметров, большая оперативная память, синхронизация с компьютерами, возможность составлять программы на довольно удобных специализированных программах, а также моделировать производственные процессы исполнительного кода при помощи универсальных 3D редакторов. Все это, а также разветвленная сеть представительств дает основы для широкого применения станков, оснащенных программным обеспечением от FANUC, на рынке.
Не сдают позиций и отечественные компании. Их современное оборудование зачастую не может похвастаться уникальными передовыми разработками, но оно на порядок дешевле, а функциональные характеристики и операционные возможности находятся на близком к конкурентам уровне. Передовыми в отечественном сегменте рынка являются российская компания «БАЛТ-СИСТЕМ» и украинская компания «ОВЕН», также имеющая представительство в России.
Отечественные стойки ЧПУ обладают удобным человеко-машинным интерфейсом, способны выполнять, в том числе, задачи высокой сложности. Кроме того, они выпускают части для электрических схем, датчики, унифицированные под системы управление, которые на порядок дешевле импортных. Компании также поставляют программное обеспечение для написания программного кода на компьютере, однако человеко-машинный интерфейс и наличие сложных механизмов функционально несколько отстают от иностранных компаний. Однако, по мнению специалистов, покупка отечественных систем программного управления – оптимальный вариант по соотношению «цена-качество».
ЧПУ нашло широкое применение в мировой промышленности, позволило значительно облегчить, оптимизировать современный производственный процесс и снизить влияние человеческого фактора. При этом высокая точность программного управления значительно расширила возможности как каждого отдельного предприятия, так и промышленности в целом.

 (Пока оценок нет)
(Пока оценок нет)




