Зачем им это нужно? Во-первых, печатные платы (ПП) самодельного изготовления стоят дешевле, а во-вторых, конструктор делает ее под себя – нужного функционала. Изготовление печатных плат – сложное производство, состоящее из нескольких подготовительных этапов: проектирования и разработки программного обеспечения, представляющего файлы для различных технологических процессов.
Что понадобится изготовителю плат
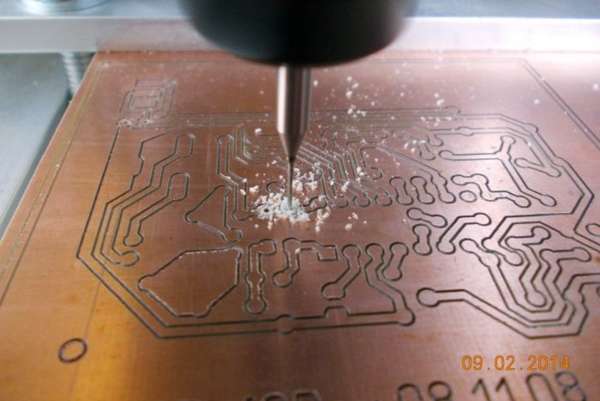
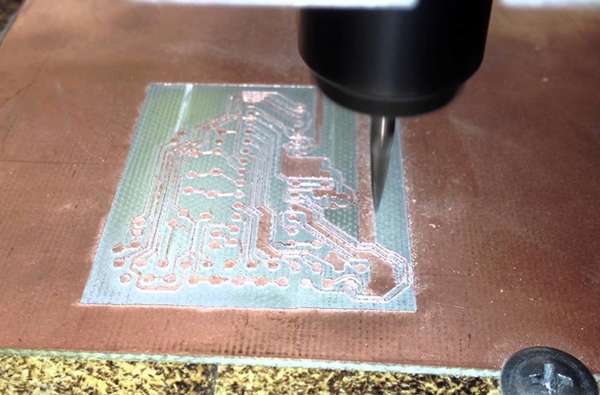
Прежде всего, он должен быть обладателем программируемого фрезерного станка с программным управлением, возможно, и лазерного для гравировки, способного выполнить совокупность действий по фрезеровке печатных плат на чпу, включая образование дорожек в проводящем слое, сверления (чтобы в отверстиях на платах устанавливать компоненты), контурную обрезку платы.
Понадобятся для работы:
- заготовки под ПП (разные виды отличаются по материалу непроводящего слоя – гетинакс, фольгированный стеклотекстолит, сочетание полимеров, целлюлозной бумаги со стеклотканью с эпоксидкой, металл). Какой серии брать заготовки, определяет сам мастер,
- набор сверл (для обычных отверстий 0.4-0.6мм, для переходных – 0.8-1мм, для крепежных – 3мм) и фрез, в том числе, конических разных размеров и типа «кукуруза» диаметр 2-3мм:
- сухой пленочный фоторезист со светочувствительным слоем:
- вещества, обеспечивающие травление ПП,
- сплав Розе, которым залуживают проводники,
- программы Sprint Layout и Eagle, касающиеся проектирования и CorelDraw для печати и соединения шаблонов),
- система опторазвязки на LPT порт.
Эти основные компоненты понадобятся в процессе изготовления печатной платы на ЧПУ станке.
Создаем сначала проект
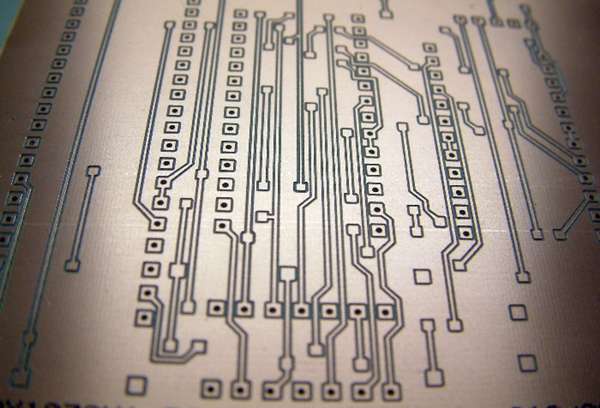
Создавать проект (рисовать будущую ПП) можно при помощи многих программ, загружаемых в чпу станок. У всех есть плюсы и минусы. Но мы поговорим, как применить схемы программы Eagle. Изготовляется несложная плата, с разнотипными отверстиями (под разъемы, вывод кнопок, крепежными и для позиционирования – их диаметры отражены на схеме).
Рисунок выполняют на каждом из четырех слоев:
- Top предназначен для верхних дорожек.
- Bottom – для нижних.
- Dimension – для контуров будущей платы.
- Milling – слой для фрезерных работ.
Если для создания проекта ПП используют одну из программ Sprint Layout (6 версия), учитывается специфика обработки фольгированных материалов. Трассировку выполняют в виде широких дорожек, чтобы были зазоры, и могли пройти граверы. За точку начала координат принято считать угол слева и внизу.
Важно! Нужны зазоры между краями плат и дорожками с тем, чтобы они не пересекались с контуром.
Открыв в программе окно, в котором выполняется настройка «стратегий» фрезеровки, оговариваем ширину дорожки, которая, по сути, равна толщине инструмента), далее намечаем отверстия (их выполнят станки по сверлению), определяя траекторию и скорость обработки платы. Нужно внимательно проследить, чтобы не возникло замыканий между теми дорожками, которые не принадлежат к одноименной цепи. Будут найдены ошибки – файлы следует исправлять и пересохранять.
Второй этап – создание УП
Затем готовят УП. Открыв файл, обуславливающий ход фрезеровки, настраиваем параметры, определяемые моделью используемого агрегата, инструментом и материалами. Речь идет о рабочей подаче и глубине процесса резания. Конвертация (кодирование) происходит путём нажатия на соответствующую клавишу, и программа генерирует G-код. Глубина фрезерования подбирается экспериментально, станок настраивают, чтобы фрезой или гравером снимали лишь слой меди. Когда файл приготовлен, он загружается в Mach3 и факт загрузки контролируется визуально. Выставляются нули, и фрезерный станок начинает обработку.
Подготовка файлов для следующих процессов (сверление, вырезание по контуру) выполняется так же. Результаты настроек для различных операций загружаются в Step Cam и сохраняются отдельно. Глубина обработки определяется, исходя из толщины стеклотекстолита. Если эта величина 1,5 мм, выставляется глубина сверления 1,6-1,7 мм. Фрезеруя по контуру в 2-4 прохода, задается глубина погружения 0,5 мм. После каждого из проходов на фрезерных станках, инструмент вручную опускается по оси «Z» и выполняется обнуление.
Надо быть очень внимательным при составлении УП. А то случается, что станок, просверлив последнее отверстие, не останавливается, так как остановка программой не предусмотрена.
«Умный» станок, прочитав строки программы, должен понимать, что необходим возврат к нулевым координатам. Важно учитывать различие сверл. Программа Mach3 может сама определять длину инструмента и останавливать станок в процессе замены сверла.
Нюансы технологического процесса
Начиная изготовление печатной платы на чпу, надо быть внимательным к некоторым важным нюансам:
- чтобы получить фотошаблон для ПП, его можно распечатать на лазерном принтере. Универсальная прозрачная плёнка имеет две стороны. Так вот, шершавую, покрытую слоем желатина, можно использовать для струйного принтера, а гладкую – для печати лазерным принтером,
- рабочий стол должен иметь плоскую и ровную поверхность. Можно сделать его из фанерного листа с последующей торцовкой. В фрезере ставится инструмент, при помощи которого несложно фрезеровать под плату своеобразное «ложе» на глубине (1-2мм),
- лист стеклотекстолита может не быть идеальным по форме и его толщина на различных участках отличается. По этой причине сверлим, допуская небольшое перерезание, степень которого определяют методом проб,
- фрезерные работы легко выполнить гравером «пирамидкой» от 0,4 до 1мм. А сверление отверстий потребует наличия сверл на 0,8 с хвостовиками под цангу стандартного размера. Вот здесь для вырезания контуров пригодится вид фрезы «кукуруза»,
- замену инструментов выполняют в ручном режиме. Если вы фрезеруете дорожки и закончили процесс, подача шпинделя останавливается на период действия режима удержания. Заменив инструмент, выставляем нуль относительно оси «Z». Таким образом поступаем каждый раз, меняя инструмент на фрезерном оборудовании. Остальные координаты обнулению не подлежат.
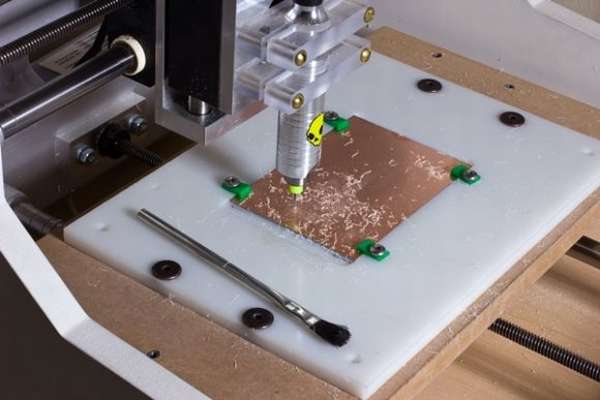
- пыль стеклотекстолита вредит нашим дыхательным путям. Нужно вытяжное устройство или другой способ ее удалять. Можно печатную плату время от времени смачивать водой, применяя медицинский шприц. Хорошо защитит респиратор или влажная повязка на нос и рот. Гетинакс еще дешевле, но для производства плат его лучше не применять: отвратительный запах во время пайки.
Вместо заключения
Когда изготовляется печатная плата на ЧПУ особой конфигурации (надо вырезать дугу), формируя управляющую программу применяют алгоритм ее просчета. Также рассчитываются способы подачи фрезерного инструмента, параметры скорости обработки. Печатание фотошаблонов плат для массового пользования выполняет лазерный принтер.
 (Пока оценок нет)
(Пока оценок нет)




