Металлорежущие операции по получению плоских поверхностей различных размеров входят в число наиболее распространенных. При мелкосерийном характере получения подобной продукции применяют фрезерные станки различных марок и производителей. В частности, фрезерный станок марки 6Т83Ш используется для продольного фрезерования заготовок.
Назначение и область применения
6Т83Ш относится к горизонтальным станкам консольного типа и широкого спектра применения (на что указывает буква Ш в обозначении марки). Благодаря наличию консоли, на агрегате можно обрабатывать:
- Горизонтальные и вертикальные поверхности.
- Пазы и выступы различной формы и размеров.
- Углы и кромки на заготовках.
- Рамки деталей.

Главная конструктивная особенность данного станка – наличие поворотной консоли двух шпинделей – вертикального и горизонтального. Благодаря этим факторам реализуется поворот стола с заготовкой в вертикальном направлении, что экономит время, затрачиваемое на подготовительные переходы, и облегчает контроль оператора за ходом процесса. Кроме того, возможно выполнение не только фрезерных операций, но также долбления, строгания и подрезки кромок.
Пределы использования станка по мощности и силовым параметрам, а также последовательность формообразования металла рассчитываются по трем параметрам – скорости и глубине резания, а также по величине подачи поворотного стола относительно инструмента.
Скорость фрезерования определяется числом оборотов фрезы в минуту и её диаметром. Глубина резания зависит от физико-механических характеристик металла заготовки. Подача согласовывается с конструкцией инструмента (числом зубьев фрезы) и с желаемой производительностью фрезерования. Учитывается также стойкость фрез, которые обычно изготавливают из таких марок инструментальной стали как Р6М5, Р6М5К5 (обработка заготовок простой формы из обычных углеродистых сталей) или Р9М4К8, Р12Ф3К6, Р12Ф2М3К8 – для фрезерования легированных и специальных сталей с повышенной прочностью.
Термопреобразователи (датчики температуры) разработаны для непрерывного измерения температуры рабочей среды. В качестве контролируемого объекта могут выступать: пары, различные жидкости, газы, сыпучие материалы, химически активные вещества (инертные к материалу корпуса датчика). Подробнее о них можно узнать тут.
От выпускавшихся советскими станкостроительными предприятиями станков 6Р83Ш с примерно аналогичными характеристиками рассматриваемая модель отличается более скоростным приводом перемещения рабочего стола и увеличенным диапазоном скоростей вращательного движения шпинделя. Это позволяет экономить общее время обработки, особенно при фрезеровании сложных полостей, в таких деталях, как штампы, пресс-формы, станины промышленного оборудования.

Технические характеристики
Они могут незначительно отличаться, в зависимости от того, какое предприятие занимается изготовлением данной металлорежущей машины. Основной производитель – Горьковский завод фрезерных станков – производит широкоуниверсальный фрезерный станок рассматриваемой модели с такими эксплуатационными параметрами:
- Габариты рабочего стола, мм 1600 (длина), 300 (ширина),
- Перемещение стола в продольном направлении, мм – 1000, в поперечном, мм: горизонтальное – 400, вертикальное – 420,
- Перемещение пиноли со шпинделями, мм – 80,
- Диапазон регулировки расстояния между торцом инструментальной головки и поверхностью рабочего стола, мм – 30…450,
- Мощность приводов, кВт: горизонтального – 11, вертикального – 3, перемещения стола – 3,
- Габариты в плане, мм: 2570 (длина), 2250 (ширина), 2010 (высота),
- Масса станка, кг – 4350.

Универсальный станок 6Т83Ш относится к группе металлорежущих машин повышенного класса точности. Компоновка агрегата включает в себя следующие детали и узлы:
- Опорную станину.
- Вертикально установленную стойку.
- Горизонтальную инструментальную головку.
- Вертикальную инструментальную головку.
- Поворотный хобот.
- Основной рабочий стол.
- Систему включения.
- Выносной пульт управления.
- Гидросистему.
- Электропривод.
- Коробку передач.
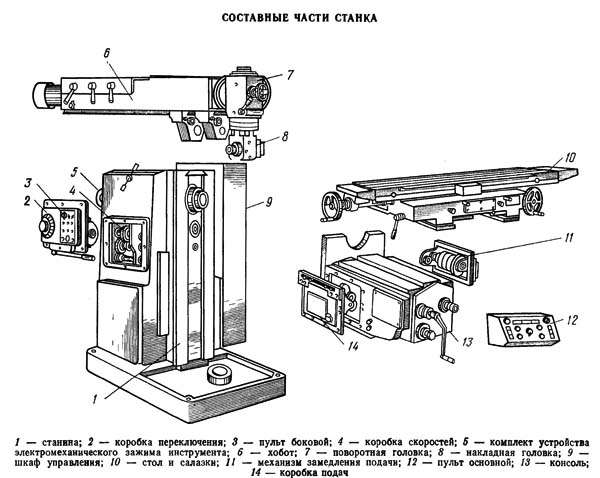
Дополнительная комплектация станка представляет делительную головку, механизм автоматической выборки зазоров и накладной рабочий стол.
Пределы использования станка по мощности и силовым нагрузкам
Энергетические затраты за технологический цикл фрезерования заготовок зависят от выбранных режимов обработки.
Скорость фрезерования определяется числом оборотов фрезы в минуту и её диаметром. Глубина резания зависит от физико-механических характеристик металла заготовки. Подача согласовывается с конструкцией инструмента (числом зубьев фрезы) и с желаемой производительностью фрезерования. Учитывается также стойкость фрез, которые обычно изготавливают из таких марок инструментальной стали как Р6М5, Р6М5К5 (обработка заготовок простой формы из обычных углеродистых сталей) или Р9М4К8, Р12Ф3К6, Р12Ф2М3К8 – для фрезерования легированных и специальных сталей с повышенной прочностью.
Обработка на станке может выполняться по двум методам. При встречном фрезеровании движение стола и вращение шпинделей с фрезами происходят во взаимно противоположных направлениях. При попутном фрезеровании векторы движения заготовки и инструмента совпадают. В первом случае ускоряется съем металла, но целесообразность такого силового фрезерования очевидна лишь относительно заготовок с пониженной поверхностной твердостью. Во втором случае врезание фрезы в поверхность обрабатываемого металла происходит плавнее, что положительно сказывается на чистоте готовой поверхности.
Режимы работы станка: автоматический, ручной и наладочный. В первом случае фрезерование происходит в ходе автоматизированного цикла перемещения подвижных узлов. Режим используется при обработке заготовок с постоянными параметрами перемещения инструмента за единичный цикл фрезерования. Во втором случае перемещением фрез управляет оператор, этот режим необходим при обработке поверхностей сложной формы или пазов с постоянно изменяемой геометрией.
В ходе реализации наладочного режима подбираются параметры подачи, скорости и глубины резания, что необходимо для отработки оптимальных условий фрезерования заготовок с предельными для данного оборудования показателями размеров и/или твёрдости.
Особенности строения станка
Фрезерный станок типа 6Т83Ш адаптирован под выполнение операций с черными и цветными металлами (а также их сплавами), независимо от наличия или отсутствия предшествующей термической обработки.
При механической обработке крупноразмерных заготовок станок 6Т83Ш оснащается выдвижным хоботом, где смонтирована инструментальная головка. Таким образом выполняется фрезерование изделий, один из габаритов которых превосходит размеры стола.
Поскольку при такой обработке возникает опасность опрокидывания заготовки (особенно при встречном фрезеровании), повышенное внимание уделяют надёжной фиксации изделия на столе станка. Для этого используют гидравлические зажимы, в которых необходимое усилие создается вследствие давления рабочей жидкости, создаваемого плунжерным насосом.
Наличие двух шпинделей позволяет одновременно фрезеровать две разные плоскости, для чего могут использоваться торцевые и цилиндрические фрезы.
Для выполнения расточных операций станок может дополнительно укомплектовываться накладной расточной головкой. Она устанавливается поверх основной. Технологические возможности оборудования расширяет также делительная головка, при помощи которой шпиндели можно поворачивать на определённый угол.
Схема универсального фрезерного станка 6Т83Ш допускает монтаж простейшей системы автоматизированного управления. Такие системы позволяют регулировать процесс резания, оптимизируя подачу в зависимости от нагрузок на инструментальную головку и протяженности зоны обработки.
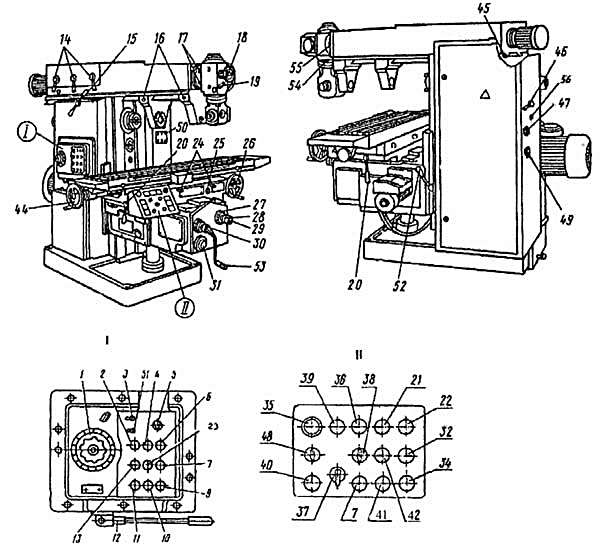
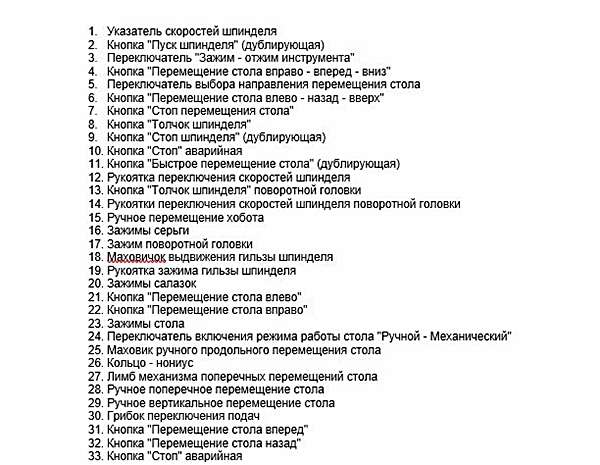
Органы управления
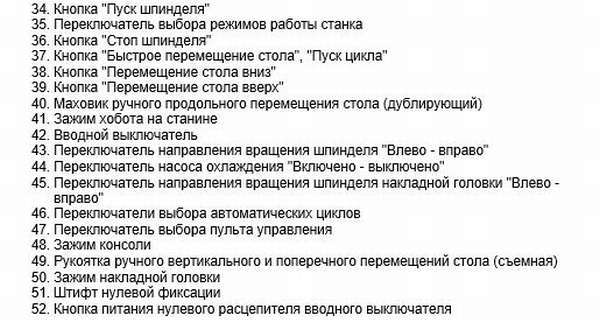
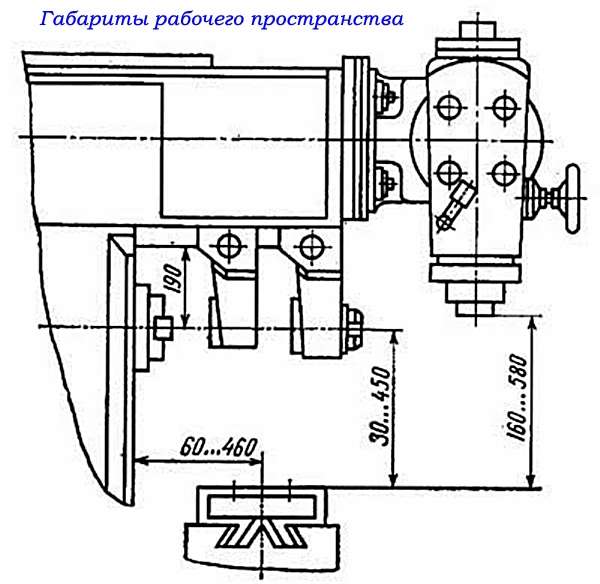
Габарит рабочего пространства
Определяются размерами рабочего стола (основного и дополнительного), а также подвижностью инструментальных головок. Для расширения технологических возможностей в широкоуниверсальном фрезерном станке 6Т83Ш предусмотрены следующие технические решения:
- Быстросменное крепление рабочего инструмента,
- Регулирование скорости подачи фрез в случае роста рабочих нагрузок,
- Автоматическая централизованная смазка узлов,
- Плавное управление работой механизма подачи, при помощи системы включения, которая состоит из электромагнитной муфты и тормоза,
- В приводе подач рабочего стола можно использовать электродвигатель постоянного тока, что позволяет плавно изменять скорость движения узла,
- Удобное фронтальное расположение маховика механизма подачи, предотвращающее возможные ошибки оператора при работе станка в ручном режиме,
- Пульт управления позволяет одновременно контролировать характеристики режимов резания по трем координатам и в трех направлениях.
Конструкцией предусмотрены также повышение стабильности размеров обрабатываемых заготовок (за счет повышения жесткости узлов), надежные защитные кожухи, фильтры очистки эмульсии.

Кинематическая схема
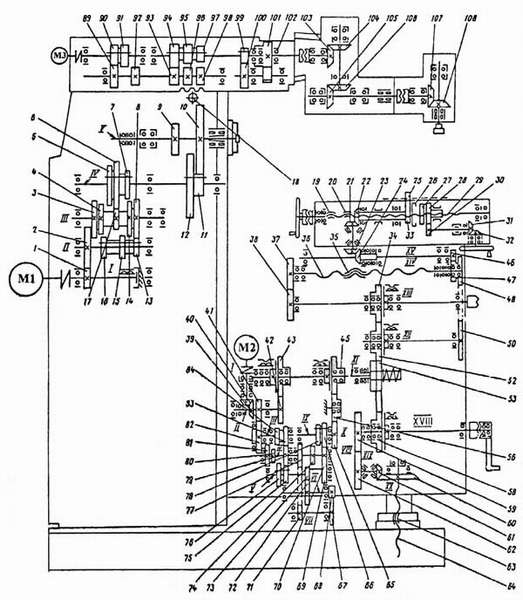
Скачать изображение в полном размере
Электрическая схема
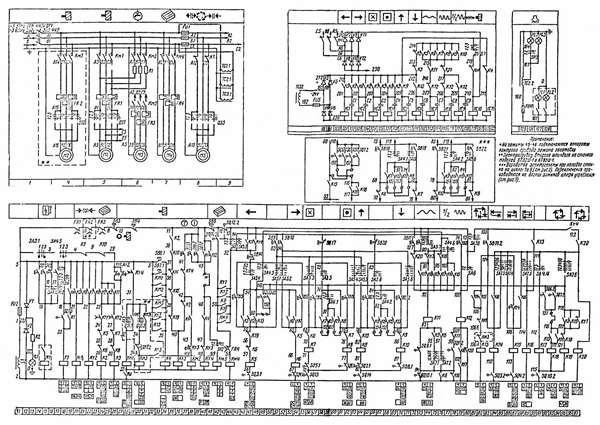
Скачать изображение в полном размере
Правила эксплуатации
Безопасная эксплуатация рассматриваемого оборудования возможна при соблюдении следующих правил:
- Защиты зоны обработки акриловыми предохранительными стеклами,
- Периодической проверки крепления заготовки, находящейся на рабочем столе,
- Исключения всех подналадок, выполняемых во время работы,
- Применения защитных приспособлений при смене фрез. Необходимо устанавливать только те типоразмеры фрез, которые соответствуют возможностям станка,
- Использования для наладки только толчкового режима эксплуатации,
- Удаления стружки только при помощи соответствующей оснастки,
- Действующая система смазки должна исключать разбрызгивание масла или эмульсии при эксплуатации оборудования. Скользкий пол у станка может вызвать падение и травму оператора.
К работе на 6Т83Ш допускается персонал, который приобрел соответствующую квалификацию, и тщательно изучил правила эксплуатации оборудования, приведенные в паспорте на станок.
 (Пока оценок нет)
(Пока оценок нет)




