Универсальный фрезерный станок марки ОФ-55 – один из «долгожителей» на рынке оборудования данного профиля. Конструкция разработана на базе популярного в 30-е годы прошлого века станка FP1 немецкой станкостроительной фирмы Deckel. К удачной компоновке агрегатов и удобству управления отечественными конструкторами были добавлены усиленные направляющие и модернизирован под советские стандарты рабочий стол. В результате ОФ-55 и сейчас пользуется спросом.
Сведения о производителе широкоуниверсального фрезерного станка ОФ-55
Отметим, что ОФ-55 имеет множество аналогов. В той же Германии ими считаются, например, Thiel (тип 58) или Maho, а в США и Великобритании Alexander Master Toolmaker. Тем не менее, получив в 1945 году по репарационным поставкам из Германии подобное оборудование, специалисты Владимирского станкостроительного завода приступили к разработке собственного варианта широкоуниверсального фрезерного агрегата с индивидуальным электроприводом.

В послевоенные годы унификации названий металлообрабатывающих машин должного внимания не уделялось. Поэтому рассматриваемая техника до сих пор производится по индивидуальным заказам именно как ОФ-55 (от слов «Общего назначения Фрезерный», цифры 55 указывают год начала серийного выпуска). Кроме того, российское предприятие «Станкостроительный завод «Техника»» производит широкоуниверсальный фрезерный станок ОФ-55 в модернизированном варианте под названием ФСМ-250. Это оборудование отличается повышенной точностью изготовления отдельных узлов, а также наличием шаговых двигателей (управляемых по частоте) и двигателя подачи.
Аналоги ОФ-55 периодически выпускаются в Белоруссии (Витебск, модель ВЗ-371), Украине (Одесса, модель ОММ 64S), Литве (Вильнюс, модель 676П), а также в КНР (модель ХВ-132). Единичным производством схожих по техническим возможностям и компоновке металлорежущих машин, адаптированных под собственные нужды, занимается также ряд неспециализированных предприятий.
При выборе производителя/продавца обращают внимание на состояние основных узлов, поскольку большинство единиц такого оборудования уже прошли модернизацию и капитальный ремонт.

Назначение и область применения
Модель ОФ-55 предназначается для производства инструментальной оснастки – штампов, пресс-форм, литейных моделей, а также для изготовления металлических корпусных деталей оборудования. Поэтому основу конструктивных решений составляют:
- Жесткая и прочная колонна, на которой имеется вертикально перемещающийся рабочий стол с Т-образными пазами,
- Приводной шпиндель, который можно перемещать вперед и назад,
- Приводные головки, имеющие возможность движения вперед и назад.
Перечисленные особенности позволяют устанавливать в инструментальных головках любые исполнения фрез – торцевые, дисковые, цилиндрические, фасонные. Соответственно на фрезерном станке ОФ-55 возможна обработка различных поверхностей – плоских, наклонных, имеющих пазы и выступы. Силовое фрезерование не рекомендуется.
Класс точности станка по ГОСТ 8-82 – П (повышенный). Это означает, что при соблюдении паспортных зазоров между подвижными элементами точность фрезерования находится в пределах ±6 мкм на длине перемещения технологической оснастки не более 200 мм. В процессе установки и последующей наладки допускаемые отклонения не должны превышать 0,04 мм/м.
Целесообразность применения станка модели ОФ-55 для производства деталей подтверждается проверкой оборудования на точность монтажа. ГОСТ 17734-88 предусматривает, что осевое и радиальное биение фрезерных шпинделей не должно быть более 6 мкм, торцевое – 10 мкм, а непараллельность оси вращательного движения шпинделя относительно опорной плоскости не может превышать 8 мкм.
ГОСТ 7035-75 предусматривается проверка на жесткость. Испытание проводится при установленной в шпинделе оправке, твердость которой не ниже 53 HRC. Для универсального фрезерного станка ОФ-55 наибольший прогиб стола под усилием 8 кН, приложенным к центру, не может быть более 400 мкм.

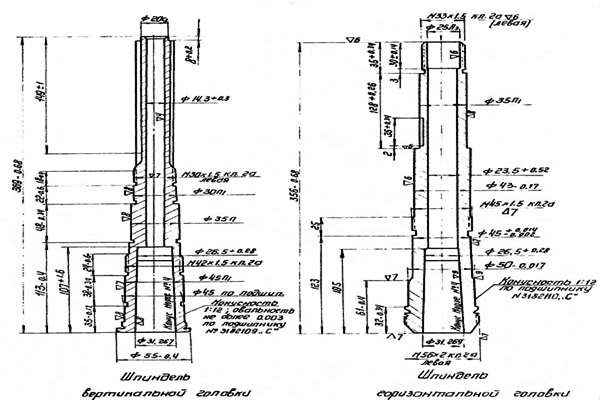
Горизонтальный шпиндель и шпиндель вертикальной головки
Универсальность станка ОФ-55 обеспечивается возможностью монтажа разных головок горизонтальной, стандартной вертикальной, высокоскоростной вертикальной и шлифовальной. Все головки могут отводиться назад и вперед по опорной колонне, чтобы обеспечить необходимую величину подачи. Рабочий стол присоединен к плоской вертикальной поверхности, имеющей Т-образные пазы, и предусматривающей подачу по вертикали и горизонтали. Скорость вращения шпинделей определяется характеристиками коробки передач.
Основные параметры:
- Расстояние от торца шпинделя до плоскости стола, мм – 105.
- Вылет, мм – 100.
- Пределы регулировки расстояния до горизонтально расположенного стола – 25…312 мм.
- Ход шпинделя в направлениях, мм: вертикальном – 290, продольном – 250, поперечном – 150.
- Скорость вращательного движения горизонтального шпинделя, мин-1 – 42…1250.
- Скорость вращательного движения вертикального шпинделя, мин-1 – 56…2450.
Изменение скоростей – ступенчатое, переключением пар шестерен (всего доступно 12 скоростей). Значение крутящего момента может быть изменено переключением скоростей вращения двигателя главного привода.
Габаритные размеры рабочего пространства и расположение органов управления
Подвижный рабочий стол снабжен горизонтальными Т-образными крепежными пазами, предназначенными для фиксирования заготовок с помощью стандартных прихватов. Оборудование оснащено параллельными тисками, которые позволяют закрепить заготовку наибольшими габаритами 90×90 мм.
Размеры горизонтального стола:
- Общая длина, мм – 720.
- Длина стола для закрепления фрезеруемого изделия, мм – 630.
- Общая ширина стола, мм – 298.
- Наибольшая ширина фрезеруемого изделия, мм – 260.
- Количество Т-образных пазов – 4.
- Расстояние между осями смежных пазов, мм – 50.
Габаритные размеры вертикального стола:
- Длина, мм – 553.
- Ширина, мм – 195.
- Количество продольных Т-образных пазов – 2.
- Расстояние между осями Т-образных пазов – 100.
Сечение и профиль Т-образных пазов соответствуют техническим требованиям ГОСТ 1574-91.
Вертикальная фрезерная головка
Рассчитана под хвостовики фрез, имеющих конус Морзе №4. Размеры посадочного места: глубина (включая цилиндрическую часть) – 107 мм, внешний диаметр – 55 мм, диаметр посадочного места под хвостовик – 31,267 мм. Продольная жесткость обеспечивается соответствующим посадочным местом вверху, а также опорой на два подшипника качения внизу. Характеристики головки, следующие:
- Регулируемое расстояние между торцом и столом, мм – 22…312.
- Наименьшее расстояние от оси до торца, мм – 100.
- Угол поворота головки, град – 45.
- Максимальное перемещение по оси, мм – 60.
Размер головки по вертикали не может быть более 370 мм.

Расположение органов управления консольно-фрезерным станком ОФ-55
Базовая модель характеризуется ручной системой управления (вращением соответствующих маховичков и рукояток) и механической, переключением скоростей электродвигателя.
Ручное управление располагается по обе стороны от фронта обслуживания, и включают в себя маховички:
- Передвижения стола,
- Передвижения шпинделя,
- Наладочного вращения деталей.
Ступенчатое переключение режимов работы производится рукоятками, а плавное маховичками. Электроуправление производится при помощи кнопки общего стопа и кнопок управления скоростями двигателя.
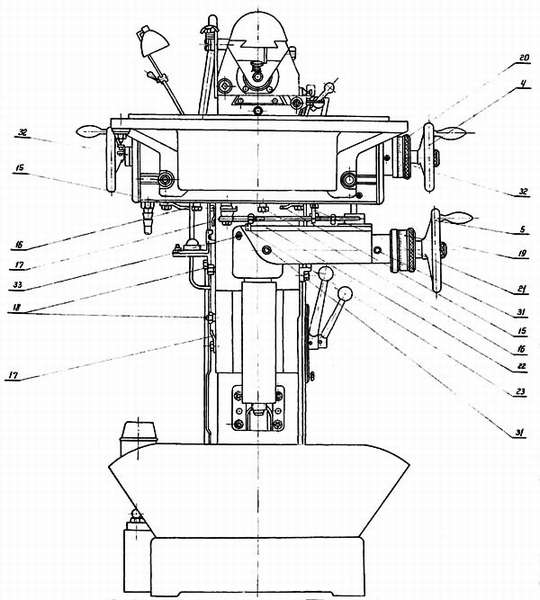
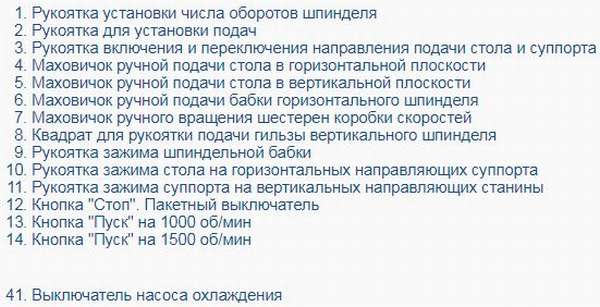
Перечень органов управления фрезерного станка ОФ-55:
- Рукоятки дискретного управления всеми движениями подвижных узлов.
- Маховички плавного перемещения.
- Квадратный выход, при помощи которого осуществляется движение гильзы шпинделя.
- Стопорные рукоятки от возможного люфта стола в вертикальном или горизонтальном направлении.
- Пакетный выключатель общего останова.
- Кнопка управления системой охлаждения.
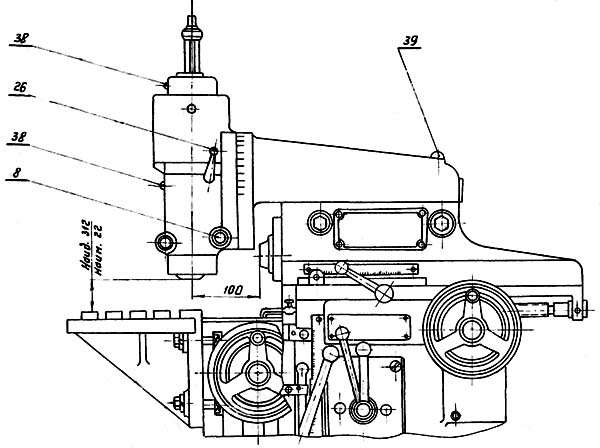
Разрез универсально-фрезерного станка модели ОФ-55
Приводится в паспорте станка для показа взаимного расположения шестерен механических узлов. В разрезе указывается также расположение емкости для сборки стружки и смазочно-охлаждающей жидкости, взаиморасположение вертикальных осей винтов, перемещающих шпиндельные головки, а также размещение двигателей.
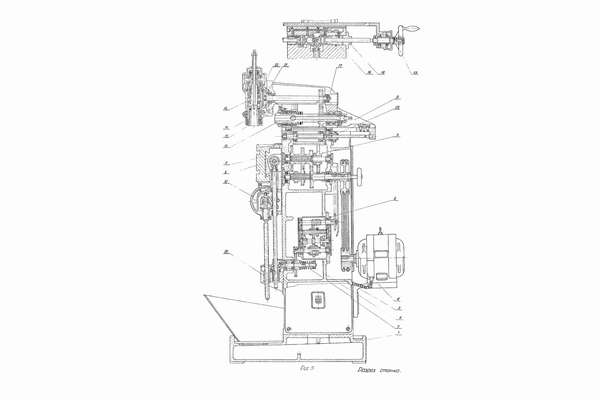
Схема кинематическая универсально-фрезерного станка ОФ-55
Работа на станке ведется в следующей последовательности. Движение от главного электродвигателя посредством ременной передачи передается ведущему валу. Закрепленные в имеющихся шпоночных пазах четыре пары шестерен при перемещении, обеспечивают нужную скорость вращения. Крутящий момент может быть передан на вал механизма подач, для обеспечения движения соответствующей шестеренной пары, управляющей движениями стола.
Прочие подвижные части станка управляются вручную.
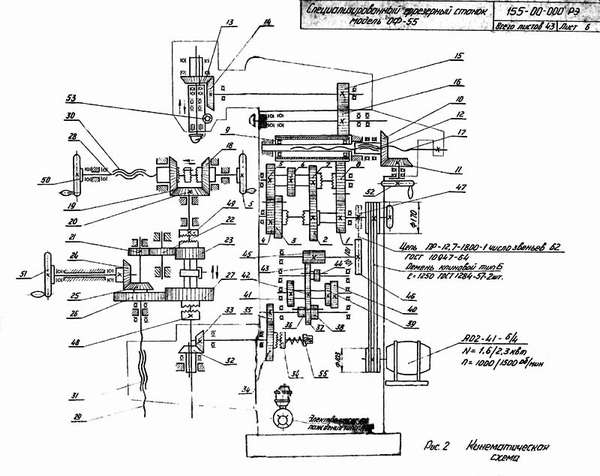
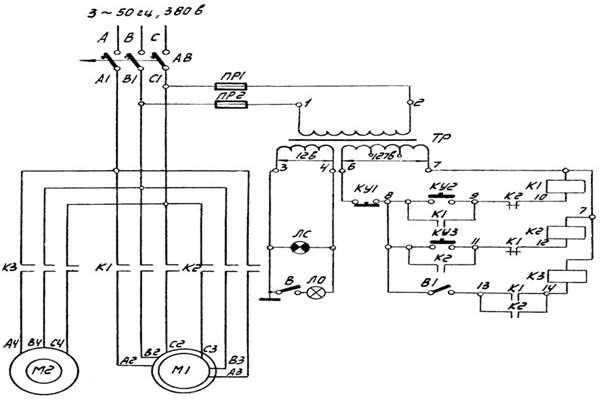
Схема электрическая
Электропитание станком от сети напряжением 380 В передается выключателем, что определяется по включению контрольной лампы на панели управления. Далее нажимают одну из кнопок, которая соответствует скорости вращения электродвигателя 1000 или 1500 мин-1. Пуск двигателей (включая и привод подачи смазочно-охлаждающей жидкости) производится соответствующими магнитными пускателями. Запуск насоса при выключенном двигателе главного привода невозможен. Отключение системы управления производится кнопкой «Стоп». Для надлежащей электробезопасности схема оснащена устройствами аварийного отключения.
Технические характеристики:
- Габариты вертикально расположенного стола, мм 195×550.
- Габариты горизонтально расположенного стола, мм 260×630.
- Допустимые перемещения узлов в направлениях пространственных осей Х, Y и Z соответственно, мм – 250,150,290.
- Крутящий момент, Нм – 145.
- Наибольшая скорость движения стола при фрезеровании, мм/мин – 935.
- Мощность главного двигателя, кВт (переключаемая) – 2,3, 1,6.
- Мощность двигателя привода насосной станции, кВт – 0,12.
- Габариты, мм 1150×1100×1600.
- Масса в сборе (без инструмента), кг, не более – 850…900.
Прочие эксплуатационные параметры приведены в разделах, размещенных выше.
 (Пока оценок нет)
(Пока оценок нет)




