Изготовление деталей вращения, к которым относятся валы, обеспечивают станки с ЧПУ для обработки валов в центрах, что эффективно для выпуска деталей широкой номенклатуры в условиях мелко и среднесерийного производства.
Токарные станки с ЧПУ ведут наружную обработку цилиндрических поверхностей, растачивают, сверлят отверстия, нарезают резьбы, обрабатывают торцевые и фасонные поверхности, протачивают канавки, делают фаски и галтели.
Установка ЧПУ на обрабатывающем оборудовании обеспечивает автоматизацию процесса, существенное увеличение квалитета точности и уровня производительности.
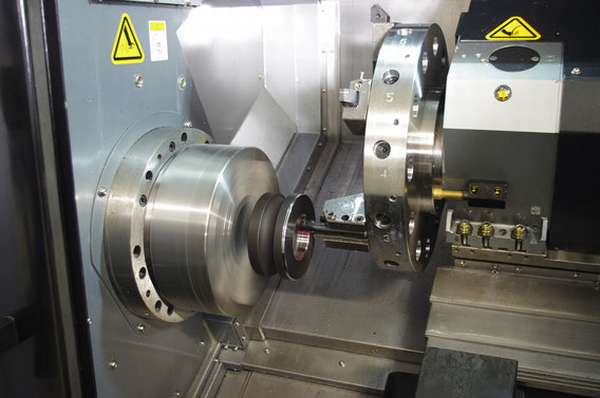
Токарные станки с ЧПУ удобны для обработки специальных и многоступенчатых валов в центрах. Базирование в центрах позволяет получить готовую деталь без дополнительных переустановок, что существенно повышает качество готового изделия и снижает затраты по вспомогательному времени. Обработка в центрах чаще используется на чистовых операциях как более точная, и позволяющая обеспечить соосное изготовление всех шеек вала.
Особенности обработки
Жесткость установки в центрах будет обеспечена, если сохраняется соотношение длины и диаметра до 12-15. Более длинные детали поддерживают люнетами.

Центровые отверстия на обрабатываемой заготовке делают на подготовительной операции центровым сверлом.
Токарная обработка предусматривает автоматический цикл. Станок легко перенастраивается на изготовление детали с иными габаритными параметрами, за счет внесения изменений в программу управления. Нормы времени на операцию удается сократить в 1,5-2 раза относительно работы на универсальном станке.
В основе работы применение контурной системы обработки с линейно-круговой интерполяцией. Система выполняет обработку сложного контура с разбивкой на черновой и чистовой проходы. Окончательная операция осуществляется обходом контура детали рабочим элементом в один проход.
Траектория инструмента при изготовлении деталей за ряд черновых проходов, параллельна оси вращения детали, перпендикулярна или проходит под углом. За первый проход снимается с заготовки слой окалины и корректируются имеющиеся дефекты формы. У остальных черновых проходов постоянная глубину резания.
После выполнения рабочего прохода отведение инструмента и холостой переход осуществляется параллельно контуру, перпендикулярно ему или по наклонной.
При изготовлении валов на станках многоступенчатого профиля припуск делят на участки, перпендикулярные к оси детали. Последовательность токарной операции на элементарных участках задают так, чтобы обрабатывающий элемент прошел наименьший путь.
Описание оборудования
Классификация станков с ЧПУ:
- По ориентации оси главного шпинделя: горизонтальное и вертикальное точение.
- По набору инструментов: одно и многоинструментальные.
- По уровню автоматизации: полуавтоматические с ручной установкой заготовок и автоматические с автоматизацией всех рабочих операций.
- Какое у направляющих расположение: в вертикальной или горизонтальной плоскости, под наклоном.
- По виду установленной накопителя инструментов: с револьверной головкой, одним или группой суппортов, комбинированные.
- По номенклатуре операций: станок патронного типа, центрового или патронно-центровой.
Автоматизированные агрегаты оснащаются магазином инструментов или головкой револьверного типа на 4, 6 и 12 гнезд. Каждое гнездо предусматривает размещение двух инструментов для точения наружных и внутренних элементов. На токарных станках с ЧПУ ориентация оси револьверной головки относительно главной шпиндельной оси бывает параллельной, перпендикулярной и наклонной.
В токарных станках ЧПУ монтируют магазины небольшой вместительности, потому что для изготовления одной детали достаточно 10 инструментов.
Вместительный накопитель рабочих элементов необходим на оборудовании, где ведется обработка труднообрабатываемых материалов. В этом случае у инструментов низкий период стойкости и требуется частая замена.
Агрегаты с ЧПУ используют для изготовления деталей из материалов большого спектра:
- чугуны разных видов,
- стали обыкновенного качества, инструментальные и специальные,
- нержавеющие материалы для медицинской и пищевой промышленности,
- цветные металлы и их сплавы (медь, титан, латунь, бронза),
- композиционные материалы,
- пластики,
- дерево.

На центровых станках ЧПУ (например, 1725Ф3,1Б732Ф3) ведется обработка валов различной конфигурации. Ведется точение цилиндрических наружных поверхностей, конических переходов, фасонных шеек и нарезаются разные резьбы.
Патронно-центровые обрабатывающие центры ЧПУ (например, 16Б16Ф3, 1740РФ3,16К50Ф3) имеют возможность установки заготовки в патроне и центрах, выполнения операций точения и растачивания, нарезки резьб, сверления, развертывания и зенкерования.
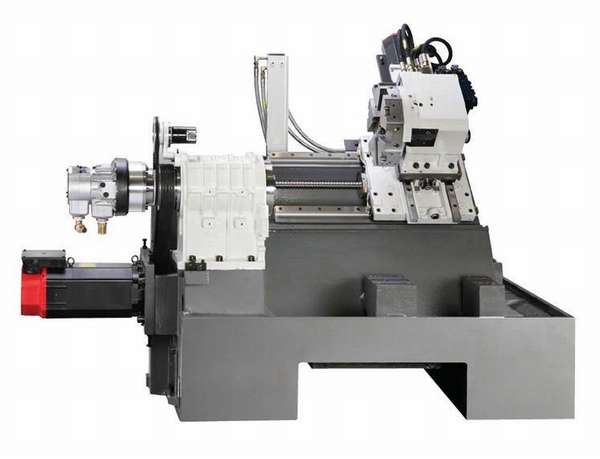
Конструктивные особенности
У отдельных моделей станков направляющие расположены под наклоном. Такое исполнение благоприятно для схода стружки при обработке заготовки и ограждает зону резания.
С передней стороны зона резания токарного станка закрывается подвижным кожухом, что защищает от разбрызгивания СОЖ, смазки и распространения стружки.
Ряд моделей оборудования с ЧПУ оснащаются автоматизированными задними бабками и самозажимными поводковыми патронами. Поворотные револьверные головки имеют отдельный гидро или электропривод.
Прецизионная точность обработки и позиционирования рабочего инструмента достигается выборкой зазоров в передаточных устройствах и жесткостью несущих конструкций.
Направляющие механизмы характеризуются отличной износостойкостью, низким трением, отсутствием температурных изменений.
Блок ЧПУ предусматривает программирование скоростей переключения главпривода, положения и смены рабочего элемента, перемещения револьверной головки, быстрых и рабочих движений суппорта. Учтено задание реверса и останова станка.

Системы ЧПУ, осуществляющие управление, предусматривают введение корректирующих данных с пульта. Они компенсируют неточности настройки инструмента, погрешность обработки, влияние температурных деформаций, износ размера инструмента, отсутствие жесткости в системе СПИД. Информация задается в числовой форме и ей присваивается свой номер, по которому к нему будет обращаться программа. Значение корректора определяет наладчик при выполнении пробных проходов.
Система индикации на токарном станке предусматривает установку сигнальных ламп, оперативного и диагностического назначения. Они сообщают о включении, неполадках функционирования механизмов, состоянии узлов, отслеживают изготовление детали. На панель цифровой индикации выводится информация с номером отрабатываемого кадра, текущих координатах. Индикация выводится на выбор, отображается в несколько слов или списком кадров.
Токарные станки с программной обработкой дополнительно оснащаются:
- устройствами зажима детали,
- смазывающим оборудованием,
- загрузочными устройствами,
- механизмами быстрой смены инструмента,
- транспортерами стружки.
Вспомогательные механизмы должны быть надежными и производительными.
Токарные станки с системами ЧПУ по изготовлению валов в центрах не требуют много времени на обслуживание и подготовку. Нужна лишь периодическая наладка на определенную операцию и регулярная проверка технического состояния узлов.
Почему валы лучше изготавливать на станках с ЧПУ:
- Превосходная точность и качество готовых изделий.
- Обработка крупной партии деталей с меньшими затратами времени за счет автоматизации переналадки.
- Уменьшение себестоимости единицы изделия.
 (Пока оценок нет)
(Пока оценок нет)




