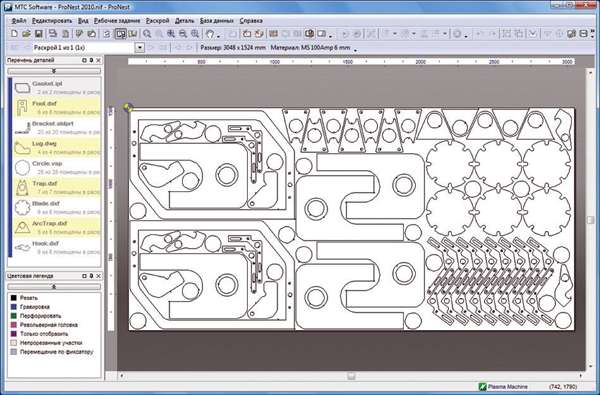
Работа серьёзно облегчается, когда используются программы для плазмы ЧПУ, создание чертежей в этом случае проходит быстрее. Главное – правильно задать параметры и разбираться в том, как работает технология.
О специальных программах и работе с чертежами
Благодаря современным лазерным станкам, а так же программам для плазмы ЧПУ и созданию чертежей можно без проблем обрабатывать заготовки из любых материалов, обеспечивая высокую интенсивность процесса вместе с качеством. Но современные технологии отнюдь не способствовали тому, что человек полностью исключается из технологической цепочки.
Операторы освобождаются лишь от участия в самом процессе изготовления заготовок.
Чтобы получить требуемый результат для ЧПУ, требуется соблюдать главные условия, состоящие в должном уровне подготовки производства, разработке программ управления станками.
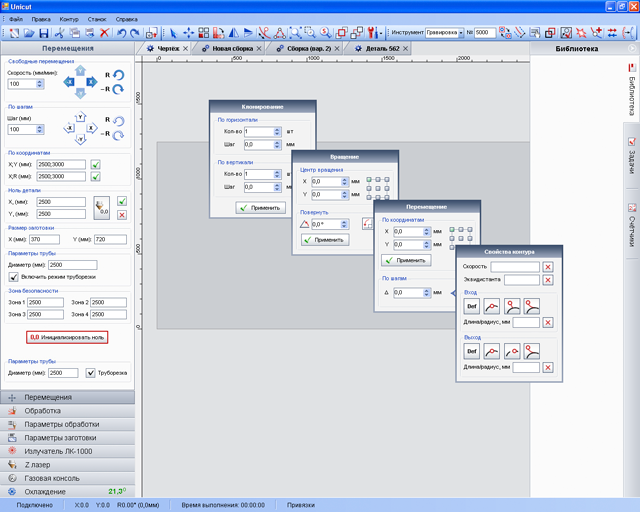
Суть любого обеспечения, используемого при управлении – создание набора кодов, которые проходят преобразование внутри микроконтроллера ЧПУ, а затем становятся импульсами при поступлении к механизмам исполнения. Функция последних передаётся шаговым электродвигателям, либо серводвигателям. Но последний вариант применяют лишь у некоторых моделей станков. Важно правильно выбрать и программу для создания чертежа.
Электродвигатели применяются по ходу преобразования импульсов, после чего последние становятся механическими движениями для инструментальной части. В этом же процессе участвуют несущий шпиндель с фрезой. Внутрь программы закладывается своеобразный маршрут, который в дальнейшем реализуется станком. От этого зависит то, как фреза двигается относительно будущей заготовки.
Благодаря современным технологиям становится просто обеспечить требуемую скорость, силу резки. Пламенная обработка так же облегчает процесс.
Внутри управляющей программы создают отдельный файл, который должен пройти обработку в дальнейшем. Что предполагает выбор современного ПО. Но надо создать предварительно эскиз будущего изделия, ведь маршрут не может появиться на пустом месте.
Программа обработки
Изделия создаются на основе эскизов, роль которых передается трехмерным моделям математического типа. Участие плазмореза организуется на более поздних стадиях. Такое название получила точная копия конструкции, которая воссоздается в виртуальном пространстве.
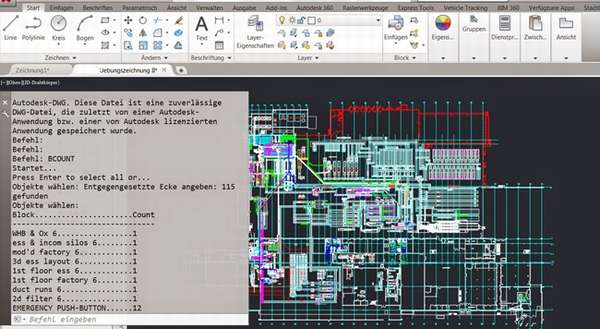
В каком-то смысле, трехмерные модели похожи на сборочные чертежи. Эти модели создаются с опорой на «плоские» двухмерные модели. Например, в качестве которых и выступают чертежи детали. Именно их построение становится главной функцией для специальных CAD-программ. Пакет функций AutoCad – типичный представитель подобных решений, предполагающий обработку при помощи плазменной резки.
Такие решения можно описать как системы автоматического проектирования. В промышленности и конструкторских бюро данный инструмент уже давно стал незаменимым помощником. Облегчается, упрощается весь цикл, составляющий процесс разработки документов для конструкторов благодаря пакетам подобных программных решений. Это касается и создания эскизов для деталей с помощью плазменной резки, технологии моделирования в трёхмерной плоскости, разработки деталей для сборки.
Так называемые САПР-пакеты – базис, по которому создают управляющие программы, отправляют результаты на сами станки, что позволяет приступить к производству. Далее при обработке принимает участие плазма.
Особенности работы с оборудованием
Можно следующим образом описать типичную стратегию, по которой применяются фрезерные ЧПУ станки, когда создаются изделия:
- Этап, посвященный созданию эскиза или чертежа.
- Предыдущая работа становится основой для разработки моделей в трёхмерном варианте.
- Задание маршрута при использовании программного обеспечения. Трехмерная модель теперь становится основой, по которой создается этот самый маршрут.
- Затем переходят к экспорту управляющей программы, с использованием специального формата. Главное, чтобы формат был понятен самой модели лазерного станка.
- Загрузка программы управления внутрь памяти устройства. После чего запускается программа обработки.
Первый этап
На первом этапе не обойтись без тщательного изучения документации конструкторского содержания. Предполагается применение чертежей по мелким компонентам и сборочным единицам, большого количества материалов при разработке подробных чертежей. На чертежах специалисты укажут виды, разрезы, сечения, проставят необходимые размеры. Использование плазменной резки упрощает получение требуемого результата.
Несколько лет назад производственные условия предполагали создание технологических карт для построения будущих изделий. Они предназначались для того, чтобы эффективно организовать работу специалистов с ручными фрезерными станками. Но, когда появилось автоматическое оборудование, создавать такие карты больше не нужно.
Подробные чертежи в большинстве случаев с самого начала поддерживают электронный формат, создаются с его активным применением. Двухмерные эскизы, помимо всего прочего, легко сделать, осуществив оцифровку бумажного чертежа. Созданная в программе, такая картинка ускорит процесс обработки.
Второй этап
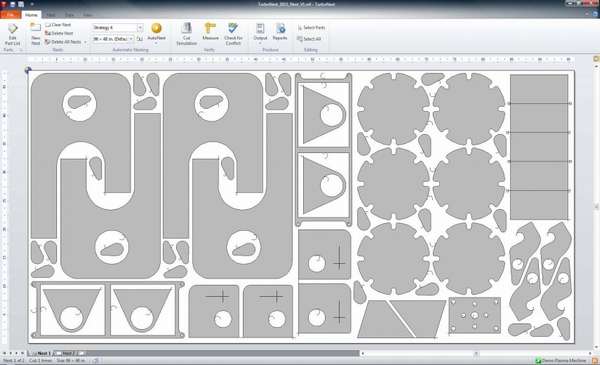
Во время второго этапа создаются детали в трехмерной плоскости. Эта задача так же осуществляется с использованием CAD-среды. Благодаря чему можно доступна визуализация каркаса у деталей, узлов для сборки, целого изделия. Дополнительная возможность – проведение расчётов на основе жёсткости с прочностью.
Трехмерная модель, ставшая базисом – это математическая копия изделия, каким оно должно быть в готовом виде. Для воплощения проекта в жизни остается лишь выпустить деталь, обладающую требуемыми характеристиками. Использование плазменной резки позволяет быстрее добиваться результатов.
Третий этап
Именно для получения необходимого результата применяется третий этап. Он предполагает разработку маршрута для будущей обработки с применением плазменного оборудования. Такая работа относится к технологической части процесса. Она влияет на несколько параметров в итоге:
- Качество, с которым выпускаются изделия.
- Уровень себестоимости.
- Скорость обработки.
Если говорить о фрезерных станках с ЧПУ, на которых осуществляется резка, то в данном случае трехмерный эскиз преобразовывается. Значит, выполняются следующие действия:
- Область обработки ограничивается.
- Определение переходов, чистовых и черновых.
- Подбор фрезы с определёнными габаритами.
- Программирование режимов, в которых проводится резка.

Есть специальное программное обеспечение – посткомпрессоры. Они позволяют провести экспорт описанных выше данных в удобном формате, который без проблем принимается в контроллере для станка ЧПУ, представляющего ту или иную конкретную модель.
Четвертый этап
Четвёртый этап завершается оформлением рабочего файла управления, позволяющего создать требуемую деталь. После этого все делают сами плазморезы.
Пятый этап
Завершается работа на пятом этапе. Он предполагает, что файл программы загружается в память станка ЧПУ. Выполняется сама обработка. Первый образец выпущенной детали надо обязательно проверить. Если выявлены ошибки, то проводятся корректировки и в электронной документации.
Заключение. Некоторые особенности плазменной резки
Плазменная резка относится к одному из самых эффективных способов для обработки металла. Но такой мощностью сложно управлять, с этим справятся только мастера достаточно высокой квалификации. Только их можно допускать к управлению плазморезом.
На некоторых деталях могут появиться незначительные дефекты, в этом нет совершенно ничего страшного. Надо только учитывать особенность каждого из оснований, используемых в производстве. Минимальный размер отверстия при использовании данной технологии так же имеет свои особенности. Например, если диаметр металла – 20 миллиметров, то максимальная величина для самого отверстия – 15 миллиметров. Это надо учитывать, работая с программой для плазмы ЧПУ, создание чертежа только в этом случае будет точным.
В зависимости от толщины листа надо использовать ток с различными характеристиками. Например, листовой прокат на 40 миллиметров и больше разрезается силой тока 260 Ампер. Но 30 Ампер будет достаточно, если толщина всего 2 миллиметра. Сила тока влияет на то, какой получается толщина листа. Надо учитывать и то, какая форма у детали сохраняется на каждом участке. От этого результат тоже зависит.
Современное оборудование отличается высоким уровнем точности. Но небольшие отклонения вполне допустимы, если они не превышают существующих стандартов.

 (1 оценок, среднее: 2,00 из 5)
(1 оценок, среднее: 2,00 из 5)




