Если на производстве требуется большое количество металлических изделий или заготовок одинакового образца, целесообразно использовать метод штамповки. Штамповка металла осуществляется из листового материала, который особым образом деформируют до нужной формы давлением. Штамповка изделий из металла используется издревле: много веков назад таким способом наши предки делали украшения, оружие и предметы быта. Тогда это делалось вручную и с гораздо меньшей скоростью, сейчас же процесс автоматизирован, и производство одной детали занимает значительно меньше времени.
История возникновения процесса
Механизация процесса началась в 1850-е гг. Тогда к процессу штамповки металла начали подключать станки, что значительно ускорило процесс производства и повысило качество изделий.
А в ΧΧ веке произошёл новый подъём в области изготовления металлических деталей методом штамповки, что дало начало эре автомобилестроения. С помощью этого метода стали создаваться кузова машин и некоторые детали механизмов.

С 1930-х гг. штамповка деталей из листового металла стала применяться на заводах по производству летательных аппаратов и плавательных судов. А уже через 20 лет её внедрили в отрасль ракетостроения.
Метод штамповки металла стал популярен из-за ряда причин:
- процесс производства механизирован и автоматизирован при помощи роторно-конвейерных линий, что позволяет максимально ускорить производство,
- возможно изготовления деталей любой формы и параметров, которые могут быть как заготовкой, так и готовым изделием,
- существует высокая точность изготавливаемых деталей, позволяющая заменять их друг на друга без доработки инструментом или на оборудовании,
- возможно изготовление лёгких изделий высокой прочности.
Штамповка металлических деталей применяется и для массивных изделий, которые используются в качестве заготовок при строительстве автомобилей, судов, летательных аппаратов, и для маленьких лёгких деталей вроде часовых стрелок. Своей популярности штамповка обязана высокой скорости производства таких изделий и почти безграничным возможностям производства неразборных деталей любых размеров, что так важно при строительстве судов и поездов.
Технология штамповки
Для изготовления деталей методом штамповки используют металлический лист, тонкую стальную ленту или полосу.
Чаще всего детали изготавливают методом холодной штамповки листового металла. При этом виде производства деталей, металл приобретает дополнительную прочность, что увеличивает срок службы изделия.
Горячую штамповку используют тогда, когда оборудование не может выдать мощность, нужную для деформации в нужную форму холодного металла. Или при выполнении изделия из непластичного металла. Листы для изготовления деталей горячим методом берутся толщиной менее 5 мм.
Дальнейший выбор технологии производства зависит от того, каким образом нужно воздействовать на металл, то есть технология изменения формы изделия отличается от той, что используют для разделения. В результате разделительных операций от детали отделяется часть.
Это можно делать по кривой или по прямой линии или по контуру. Металл отделяется путём сдвига частей заготовки в разные стороны. Для разделения применяется несколько операций, при которых используется пресс со специальным инструментарием.

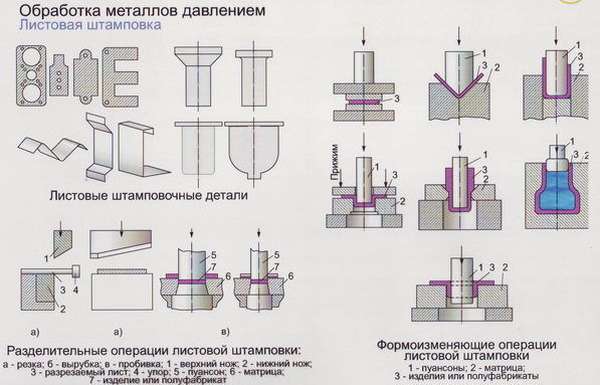
Виды разделительных операций:
- Отрезка – части металлической заготовки разделяются по фигурной линии или по прямой. Пресс для этого вида операций называют ножницами. С помощью этой операции производят готовые к эксплуатации детали и заготовки, которые затем дорабатываются иными способами.
- Надрезка – операция по неполному отрезанию части заготовки под давлением с сохранением целостности детали.
- Обрезка – убирается небольшая деталь заготовки, при этом часть металла идёт в отходы.
- Пробивка – в листе металла формируются отверстия различной формы. Часть металлической основы будет считаться отходами и подлежать удалению.
- Вырубка – формирует из заготовки изделие, контур которого замкнут.
- Зачистка – позволяет убрать неровные края и придать изделию аккуратный вид, выровняв его грани.
- Проколка (просечка) – в изделии делается углубление конусообразным инструментом.
Формоизменяющая штамповка деталей также имеет несколько видов. Операции этого типа используют для изменения формы и размера заготовки из листа металла, не разрушая материала.

Виды формоизменяющих операций:
- Отбортовка отверстий – формирование вокруг отверстий заготовки бортиков нужной формы и размера.
- Отбортовка контура – формирование по контуру изделия бортиков нужной формы и размера. Обычно этот метод применяют для обработки концов труб для фиксации фланцев.
- Вытяжка – объёмная штамповка, в результате которой из плоского листа металла получаются пространственные изделия, полые внутри. Таким способом изготавливают детали полусферической, коробчатой, конической, цилиндрической и других форм. Вытяжка может быть последовательной, с плоским прижимом в плоской матрице или с крюком.
- Обжим – сужение торцов деталей из листа металла, полых внутри с помощью конической матрицы. Конец детали вставляется с большой силой в воронку матрицы.
- Гибка – металлическим заготовкам придают нужный по конструкции изгиб. Различают несколько типов гибки, в зависимости от конечной формы изделия: V-образная или одно угловая, U-образная или двух угловая, много угловая, трубная и криволинейная.
- Формовка – при неизменном контуре изделия, изменяются размеры и форма его участков. Видов формовки несколько: она может быть с предварительным набором, а может выполняться цилиндрическим пуансоном с плоским концом.
Горячая штамповка металла, автоматизированные линии
Особенности холодной штамповки
Холодная листовая штамповка подойдёт не только для изделий из легированных и углеродистых сталей, но и для алюминия, меди и сплавов этих металлов. При этом методе выбор штампуемых материалов может выходить за рамки металлов. Штампы для этого вида можно применять для изготовления деталей из картона, кожи, полимерных сплавов и резины.
Изделия, для изготовления которых применялась холодная штамповка металла, отличаются высокой прочностью, точностью параметров и форм, а также качеством поверхности.
В некоторых случая чистота поверхности соответствует 8 классу. Обычно чистота поверхности детали имеет от 2 до 6 класса, что является средним показателем. Но здесь нужно учитывать скорость производства, которая находится на самом высоком уровне.
Но одновременно с этим, при обработке металла методом холодной штамповки снижается пластичность материала. Из-за увеличения прочности металл становится хрупким, что относится к неоспоримым минусам этого вида обработки металла.
Для предотвращения этих негативных моментов между операциями, которые выполняются в ходе холодной штамповки, заготовка подвергается термической обработке. Это называется рекристаллизационный отжиг.
Готовые изделия, сделанные по этой технологии, сочетают в себе повышенную прочность штампованного холодным методом изделия и пластичность, которую металл имел до обработки.
Для выбора используемого пресса и проектирования штампов, нужно знать и учесть большое количество свойств сырья, из которого будет изготавливаться продукция. Иначе может пострадать качество изделий или само оборудование.
Для выполнения операций штамповки для каждого вида изделия изготавливается индивидуальный штамп по нужным параметрам. Это делается в несколько шагов:
- Составляется эскиз штампа нужной конфигурации.
- Изучается схема раскроя материала и проверяется в специализированной программе на компьютере.
- Если программа или человек выявили несоответствие эскиза с реальными требованиями, эскиз редактируется.
- Разработка проверяется на соответствие размеров.
- На эскизе обозначаются точные размеры и расположение отверстий на рабочей стороне штампа.
На подготовительном этапе штамповки учитывается:
- Электропроводность и магнитная проводимость используемого материала.
- Прочность к механическим воздействиям и твёрдость металла.
- Ударная вязкость используемого металла.
- Вес заготовки.
- Износостойкость металла и его устойчивость к коррозии, что влияет на срок службы штампованного изделия.
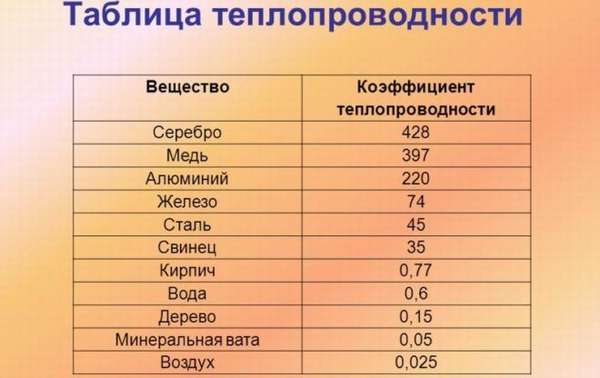
- Теплостойкость и теплопроводность обрабатываемого металла.
Оборудование
Штамповка листового металла производится с помощью пресса и штампа. Пресс применяется для создания давления, то есть самого процесса штамповки, а штамп придаёт изделию нужную форму. Штамп выполнен из инструментальных сталей и состоит из пуансона и матрицы.
Процесс деформации происходит при помощи пуансона и матрицы в момент их сближения. Движимой является верхняя половина штампа, зафиксированная на прессе, а именно на его ползуне.
Нижняя половина остаётся недвижимой и находится на рабочей поверхности оборудования. Если штампуется не сталь, а материал мягкий, то рабочие части штампа могут быть сделаны из полимерных сплавов или дерева.
При изготовлении штамповкой единичного изделия особо крупного размера обычно применяется не пресс, а особое приспособление из чугунной или бетонной матрицы и контейнера с жидкостью (обычно водой). Лист металла располагают на матрице, а над ним жидкий пуансон.
Для создания давления в жидкости, нужное для деформации металла по нужной форме, в контейнере подрывают заряд на основе пороха или сообщают воде электрический разряд достаточной мощности.
Для резки по листовому металлу применяют не пресс, а ножницы. Они бывают нескольких видов:
- с параллельными ножами,
- дисковые,
- гильотинные,
- вибрационные.
Чаще всего используют ножницы вибрационного типа.
Для качественного изготовления изделий нужно внимательно выбирать пресс для каждого вида операции и обрабатываемого материала. Существует несколько видов прессов:
- Молот (максимальная скорость до 20 м/с).
- Гидравлический пресс (максимальная скорость до 0,3 м/с),
- Кривошипная машина (максимальная скорость до 0,5 м/с),
- Машина ротационного типа (максимальная скорость 8 м/с),
- Импульсная штамповочная машина (максимальная скорость до 300 м/с).
Для большинства видов операций подходят кривошипные машины. Они могут иметь от одного до четырёх кривошипных механизмов. Принцип работы кривошипной механизмы можно описать по схеме:
- На кривошипный вал передаёт движение приводной электрический двигатель через кинематическую цепочку, которая состоит из фрикционной муфты и клиноременной передачи.
- Шатун с регулируемой длиной приводит в движение ползун кривошипного механизма.
- Ножная педаль через муфту запускает рабочий ход пресса.
Оборудование для штамповки сложных по конфигурации изделий может иметь несколько ползунов.
Видео: Листовая штамповка
 (Пока оценок нет)
(Пока оценок нет)




