Для создания конструкционных материалов с необходимыми физическими свойствами применяется сварка взрывом. Ученые задумались о таком способе соединения металлов, когда изучали фрагменты гильз времен второй мировой войны. В 1960-м американцами был разработан и запатентован метод применения детонации для взаимной деформации сплавов, обладающих разными физическими свойствами. Началась эра создания металлических многослойных «бутербродов» в виде пластин и цилиндров, поверхности стали покрывать металлами с высокими антикоррозионными свойствами.
Где применяется сварка взрывом
Существует порядка 260 вариантов многослойных композиционных материалов с различными металлами, пластиком.
Метод применяется для:
- упрочнения различных деталей оборудования, требующих высокой износостойкости и работающих под термической нагрузкой,
- нанесения защитных покрытий (плакирующего слоя) на монолитные и полые элементы,
- создания композиционных соединений в виде труб.
Сварные заготовки выравнивают методом прокатки и прессования. Для снятия внутренних напряжений сварного шва и снижения твердости сплавов биматериалы подвергают термической обработке. Сварные изделия поддаются резке, шлифовке, фрезеровке, ковке, штамповке.
Преимущества и недостатки
Хотя сварка взрыва не везде применима, она требует определенных условий, технология использования энергии детонации для соединения металлов имеет ряд преимуществ:
- Это единственный метод, позволяющий получать соединение металлов с различными физическими характеристиками.
- Многокомпонентные материалы сочетают в себе особенности каждого из слоев, можно делать биматериалы с заданными свойствами.
- Высокотемпературное покрытие черных сплавов цветными и жаропрочными металлами приводит к существенной экономии: дорогостоящие заготовки заменяют плакированными.
- Прочность сварного соединения: механическая и термическая обработка деталей не влияет на прочность шва.
- Метод применим для работы деталями сложной конфигурации: можно плакировать изгибающиеся и угловатые поверхности.
- Процесс протекает с огромной скоростью.
Читайте также: Инструкция по применению холодной сварки для пластмассы
Главный минус этого способа соединения неоднородных металлов – низкая управляемость процессом. Образующаяся взрывная волна небезопасна, она распространяется с высоким шумовым эффектом. Это еще не все недостатки:
- с трубами и деталями работают в специально созданных металлических камерах,
- для соединения листовых поверхностей делают опорные железобетонные «подушки» в условиях полигонов,
- при высокотемпературной обработке деталей прочность соединения снижается,
- применение взрывчатых веществ требует безопасности,
- нужны большие временные затраты на подготовительном этапе работ,
- необходимо заниматься подготовкой кадров, специалистов нельзя заменить автоматами.
Технология сварки взрывом
Гигантское усилие ударной волны сочетается с высокотемпературным действием плазмы. В месте соединения металлов они взаимно деформируются на молекулярном уровне. На месте соединения у них образуется общая кристаллическая решетка и свободные электроны. Расплавиться металлы не успевают, поэтому химического взаимодействия не происходит.
Подготовительный этап
Для прочного соединения необходимо:
- подготовить сварные поверхности (они очищаются от окалины, следов смазки, естественных защитных покрытий, оксидной пленки),
- выпрямить металл (допустимая кривизна 2 мм/м2),
- добиться необходимой шероховатости.
Расположение свариваемых деталей зависит от способов сварки. При соединении листовых деталей:
- нижнюю укладывают на «подушку»,
- верхняя укладывается почти параллельно, максимальный угол между деталями не более 30°, рассчитывается объем заряда взрывчатого вещества,
- селитру или аммонал равномерно распределяют по верхнему слою.
При работе с полыми деталями и трубами они закрепляются в специальной установке, изнутри в них вставляется сердечник, предохраняющий от деформации. Стык обкладывают со всех сторон взрывчаткой.
Процесс сварки
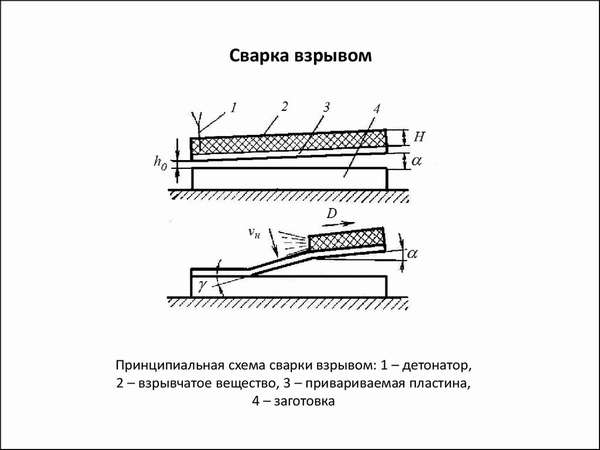
С точки зрения физики сварка – непрерывное распространение взрыва по всей поверхности за доли секунды. Металлы соединяются за счет энергии ударной волны, создаваемой при воспламенении взрывчатого вещества.
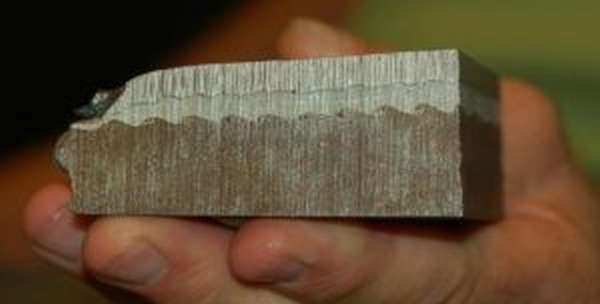
Один элемент расположен стационарно, другой двигается по нему, между свариваемыми заготовками устанавливается детонатор. Когда он срабатывает, верхний металл с усилием врезается в нижний. На срезе сварной шов похож на череду волн с гребнями, направленных по линии взрыва. В этом месте под действием плазмы верхняя и нижняя части образуют хрупкие интерметаллические соединения.
Читайте также: Как сварить трубы отопления электросваркой
При сварке некоторых металлов делают ванадиевую или ниобиевую прослойку. В этом случае механическая прочность шва при эксплуатации не ослабевает.
Возможные трудности
- Взрывная волна может стать причиной разброса осколков железобетонной «подушки».
- Качественное соединение возможно при соблюдении технологии.
- Заряд должен обеспечить необходимую скорость деформации, чтобы не произошли диффузные изменения в области шва.
- Одна из поверхностей должна быть плотно закреплена. При одновременном движении деталей прочность соединения значительно снижается.
- При работе на установках необходимо контролировать скорость метания разрядов.
- Нет математической модели процесса, поэтому все расчеты приблизительны. Сам процесс – экспериментальный.
 (Пока оценок нет)
(Пока оценок нет)




