Существуют разные способы монтажа полипропиленовых трубопроводов. Стыки можно делать холодным методом с помощью клея или уплотняющих фитингов. Но чаще при монтаже трубопроводов применяют сварочный аппарат для полипропиленовых труб. При горячем методе образуется шов однородной структуры, который по прочности превосходит клеевое соединение. Выпускается сварочное оборудование нескольких типов.
Виды и назначение
Для сварки труб из полипропилена выпускается инструмент пяти типов. Он обычно комплектуется резаком, торцевателем, позволяющим снять с армированных труб фольгирующий слой.
Раструбная сварка осуществляется нагревательным устройством. Сварочные аппараты бывают нескольких типов:
- Мечевидные, они считаются более устойчивыми, одна или две насадки фиксируются в пластине термостата. Регулировка температурного режима удобная, данные выводятся на дисплей.
- Цилиндрические аппараты считаются более универсальными. Они комплектуются разным числом съемных насадок, фиксируемых на нагревательном цилиндрическом элементе прямой или г-образной формы. Такое оборудование обычно используют профессионалы для сварки полипропиленовых труб в труднодоступных местах.
Механический сварочный аппарат, используемый на полипропиленовых трубопроводах небольшого и среднего диаметра, оборудован приводом, сдавливающим элементы встык, силовая нагрузка указывается на динамометре. Концы закрепляются в определённом положении при помощи специальных зажимов. В гидравлическом аппарате усилие до 120 атмосфер создается с помощью электропривода.
С помощью нагревательных насадок осуществляется раструбная сварка. В муфте расположен провод большого сопротивления, контакты выведены наружу. Они подключаются к блоку электропитания. Метод считается самым надежным для стыкового соединения трубопроводов диаметром от 4 см. Профессиональный инструмент оснащается дисплейными экранами, температура сварки регулируется в автоматическом режиме.

Способы соединения полипропиленовых труб
При монтаже трубопроводов различного назначения применяются холодный и горячий методы спайки полипропиленовых систем, называемые диффузными. Полипропилен образует однородную структуру на молекулярном уровне.
Виды диффузной сварки:
- Сварка встык, когда расплавляются концы двух соединяемых отрезков. Такая технология применяется для полипропилена большого диаметра со стенкой не менее 4 мм. При диаметре до 6 см стыковая сварка не образует прочного контакта из-за небольшой площади диффузного проникновения.
- Для квартирных трубопроводов и теплосистем используется раструбная сварка, когда концы закрепляются с помощью специальных муфтовых насадок.
Разновидности фитинговых элементов:
- угловые,
- муфтовые,
- врезные или переходные с одного диаметра на другой,
- тройники.
Электрофитинговое оборудование для сварки пп труб позволяет производить соединение с помощью полиэтиленовых и полипропиленовых фитингов, выполняющих роль паяльника. К контактам, выведенным наружу, подводится электропитание, провод высокого сопротивления, находящийся на внутренней стороне фитинга, разогревается до температуры плавления, образуя прочный шов большой площади. Такой вид спайки часто применяется при монтаже наружных сетей. Переносные аккумуляторные устройства позволяют работать в любых условиях.
Читайте также: Что такое лазерная сварка. Преимущества и недостатки
Холодная сварка пп труб производится с помощью клея, расплавляющего поверхностный слой на определённую глубину. После накручивания фитинга на размягченную поверхность образуется площадь контакта. Возможно соединение полипропиленовых труб без сварки с помощью резьбовых муфт.
Инструменты для сварки
Сварка враструб в домашних условиях производится специальными устройствами. Чаще используют паяльник с нагревательным элементом в форме утюга с отверстиями для крепления съемных насадок. Конструкция аппарата компактная, он удобнее профессиональных с цилиндрическими нагревателями. Аппараты комплектуются насадками: с одной стороны находится греющая гильза, в нее вставляют край отрезка, с другой – дорн для разогрева контактной поверхности фитинга.

Фитинговое соединение полипропиленовых труб без сварки производится феном большой мощности или специальными мини-горелками. Верхний слой разогревается на глубину захода фитинга.
Для холодного метода используют специальный пистолет, который обеспечивает равномерную подачу растворяющего полипропилен состава. Клей очень токсичен, разъедает кожу, пользоваться им необходимо с большой аккуратностью. Для горячего водоснабжения такой метод монтажа не применяется.
Выбор аппарата для сварки полипропиленовых труб
При выборе конкретной модели сварочного аппарата руководствуются инструкцией. На какие параметры следует обратить внимание:
- размерный диапазон свариваемых деталей,
- стоимость агрегата,
- расход электроэнергии, ориентировочно мощность устройства должна в 7-10 раз превышать диаметр трубы.
Аппарат для пайки должен обеспечивать необходимый температурный режим. От мощности нагревательного устройства зависит скорость и глубина расплавления поверхности полипропилена.
Как сваривать полипропиленовые трубы
Для монтажа трубопровода в домашних условиях обычно применяется диффузионный горячий метод муфтового соединения. Для этого понадобится специальный инструмент:
- аппарат с нагревательным элементом любой модели,
- насадка нужного размера,
- труборезные ножницы,
- торцеватель – инструмент для зачистки края от фольгированного слоя,
- нож для зачистки реза,
- линейка или штангенциркуль,
- маркировочный карандаш,
- уровень.
Особой сложности сварка пп труб не представляет. Но чтобы получилось качественное и герметичное соединение, важно четко соблюдать технологию.
Подготовительный этап
Как правильно начать работу:
- фитинги и концы отрезков аккуратно очищают от пыли, грязи, обезжиривают тампоном, смоченным в спирте – от этого зависит прочность спайки,
- убирают с краев все заусенцы,
- счищают фольгированный слой,
- устанавливают паяльник в рабочее положение,
- делают разметку, отмечают зону разогрева верхнего слоя.

Процесс пайки
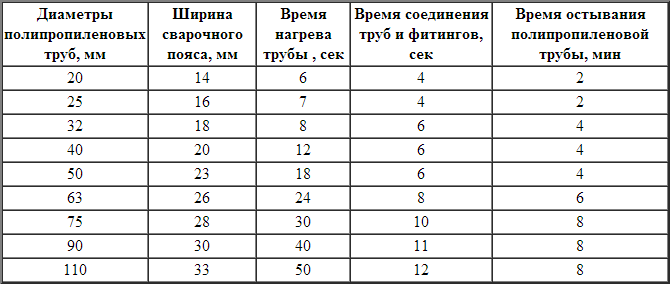
Важно соблюдать время сварки, указанное в таблице, прилагаемой к инструменту, это:
- срок разогрева края отрезка и фитинга, это делается одновременно, двумя руками с двух сторон насадки паяльника,
- временной интервал выдержки соединения в фиксированном положении до полного охлаждения.
Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают. Ждут, когда шов остынет. Затем с фитинга счищают остатки полипропилена, они портят внешний вид системы.

Нюансы пайки
Для труб большого диаметра перегрев и неровный внутренний шов будет незаметен, а для 4 мм может стать причиной засора. У новичков бывают и другие стандартные ошибки, отрицательно влияющие на качество соединения:
- непрямой угол среза,
- недостаточная очистка внутренней поверхности фитинга,
- неглубокая посадка после разогрева,
- неполное снятие фольгированного слоя.
Читайте также: Как сварить полиэтиленовую пленку своими руками
Соединение при помощи холодной сварки
Склейка полипропилена проводится составом на основе поливинилхлорида. Лучше пользоваться готовыми смесями, чем самостоятельно делать их из нескольких компонентов по инструкции. Сначала делается разметка зоны контакта. Смесь можно наносить только на наружную поверхность отрезка, внутреннюю стенку фитинга ею покрывать необязательно.
После надевания муфту проворачивают, чтобы клей равномерно распространился. В фиксированном положении узел оставляют на 30-40 секунд, чтобы детали сцепились. Потом оставляют на столе на 5 часов до полного затвердевания полимерного соединения, так как клей растворяет до 1/3 толщины стенки.

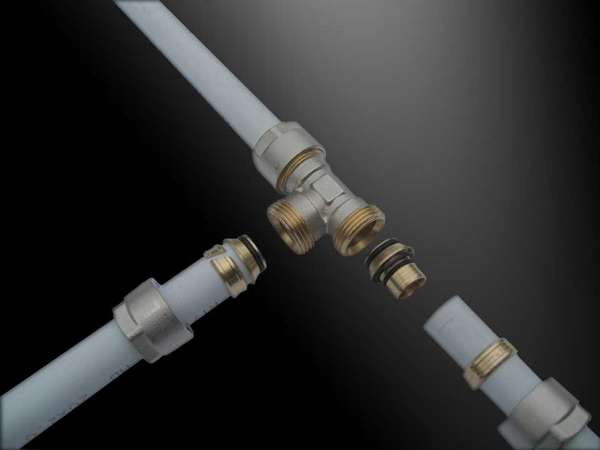
Монтаж компрессионным фитингом
Для проведения работ потребуются специальные фитинги с зажимными кольцами. В комплекте с ними идет обжимной ключ такого же диаметра. Небольшая пошаговая инструкция:
- подготовка поверхности включает обезжиривание, зачистку края, вырывание поверхности среза до прямого угла,
- синяя гайка надевается на подготовленную поверхность,
- обжимное кольцо располагается к отрезку утолщенным концом,
- после того, как конец до упора погружается в фитинг, зажимное кольцо максимально продвигают,
- синяя гайка уплотняется с помощью зажимного ключа.
Такой метод сборки системы подходит для горячего и холодного водоснабжения.
Полезные советы
Монтаж полипропиленовых систем требует особой аккуратности. Сварное соединение получается неразъёмным, демонтировать его уже нельзя.
Необходимо использовать перчатки, без них велик риск термических повреждений или химических ожогов. При первом использовании сварочных аппаратов сначала попрактикуйтесь: купите несколько отрезков полипропиленовой трубы и дополнительные фитинги, чтобы посмотреть, на какую глубину при выбранном температурном режиме расправляется стенка. При соединении части должны находиться в идеально ровном положении, по одной оси, иначе возможны деформации и протечки.
 (Пока оценок нет)
(Пока оценок нет)




