Олово – это прекраснейший материал для использования в дизайне и декорации. Низкая температура плавления, небольшой вес, пластичность и коррозионная стойкость – эти свойства позволяют легко изготавливать узоры, наносить покрытия, выполнять литье конструктивно сложных предметов. Именно как лить олово мы расскажем ниже в статье.
Какие понадобятся инструменты?
Для изготовления формы и непосредственно литья понадобятся:
- герметик – для изготовления формы,
- гипс для изготовления каркаса формы,
- паяльник с припоем,
- набор инструментов: кусачки, плоскогубцы, напильники и т.д.
- копируемая форма (пуговица, веточка и т.д.).
Из чего и как изготовить форму?
Раньше при литье олова и его сплавов для изготовления форм использовался гипс. Развитие химических технологий вывело на арену много новых материалов, среди которых достойное место заняли силиконовые резины и герметики. Необходимо определиться с температурой герметика, которую он способен выдерживать. Она должна соответствовать температуре плавления применяемого сплава – до 240 градусов.

Мягкость герметика тоже окажет влияние на качество получаемой отливки, повышая риск деформации материала формы. Прототип необходимо покрыть разделительным слоем вазелина, чтобы исключить прилипание и можно приступить к нанесению силикона. Лучше использовать прозрачный силикон, так как в этом случае будет легче контролировать толщину формы и образование пузырей воздуха. Когда копируемый прототип представляет собой легкую и тонкую конструкцию, встают вопросы: Как лить олово?, Как лить тонкое олово?, Как изготовить форму для тонкого литья?. Что бы максимально точно скопировать рельеф поверхности прототипа и не допустить появление пузырей в форме, силикон разводят растворителем (уайт-спиритом) или бензином. Полученную жидкую массу, с помощью кисти, наносят тонкими слоями и дают высохнуть в течении суток. После нанесения 3-4 слоев жидкой массы, будущую форму покрывают не разведенным силиконом.
После затвердевания формы изготавливают гипсовый саркофаг, в котором вырезаются конусные замки, формируется канавка-выпор для выхода излишков воздуха и литник для заливки сплава. Изготовив саркофаг, силиконовую форму аккуратно извлекают, намечают положение отверстия выпора, разрезают силикон на половинки в виде книжки, раскаленной иглой прожигают намеченное отверстие, извлекают прототип. Для четкости проработки рельефа формируемой отливки, внутреннюю поверхность силиконовой формы натирают графитовым порошком.
Как производится литьё?
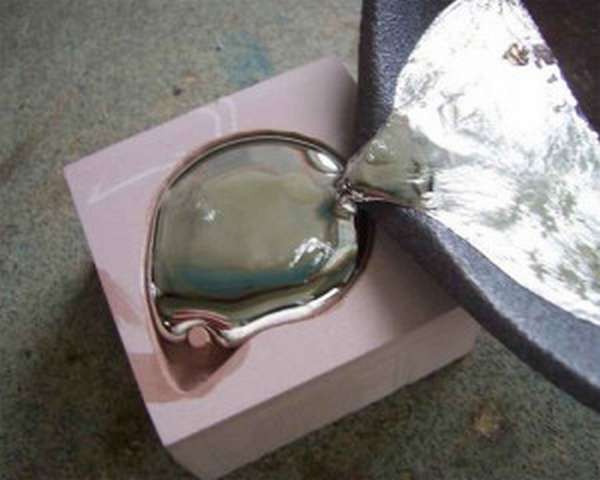
Силиконовый кокон вставляется в саркофаг из гипса, половинки соединяются и стягивают: или резинкой или бечевкой. Олово или его сплав плавится, выдерживается в течении 30 секунд после расплавления и производится его заливка в подготовленную форму через литник. Заливка продолжается до появления расплавленного сплава в отверстии выпора.
После остывания отливку извлекают за образовавшийся литник, очищают от излишков олова, которые мешают снять силиконовую форму, вынимают отливку. Первое литье будет неудачным, так как из силикона будут выходить газы и будут прилипать излишки графита.
 (Пока оценок нет)
(Пока оценок нет)




